Loading subcategories...
Conveyors & Material Handling Systems
2104 products available
Market Size
$67.8B
Annual Growth (YoY)
6.20%
Average Margin
10-18%



















































Product Categories:
Frequently Asked Questions
What are Conveyors & Material Handling Systems?
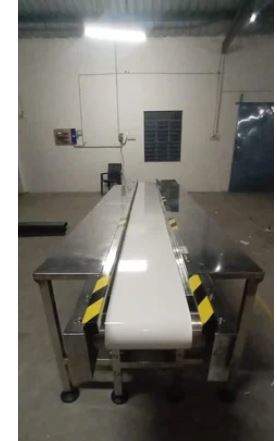
Conveyors & Material Handling Systems are automated solutions designed to transport materials and products within a facility. These systems enhance efficiency by streamlining the movement of goods, reducing manual labor, and minimizing the risk of injury.
What are the different types of Conveyors & Material Handling Systems?
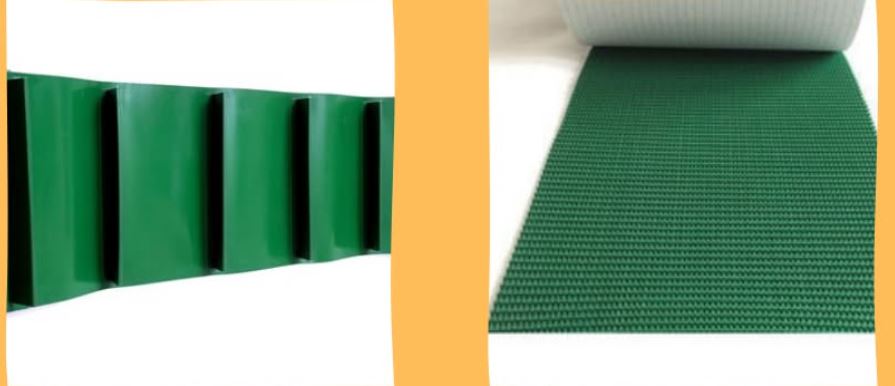
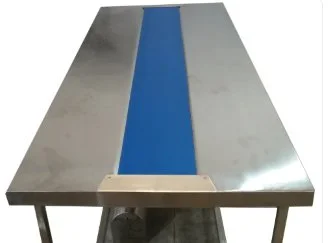
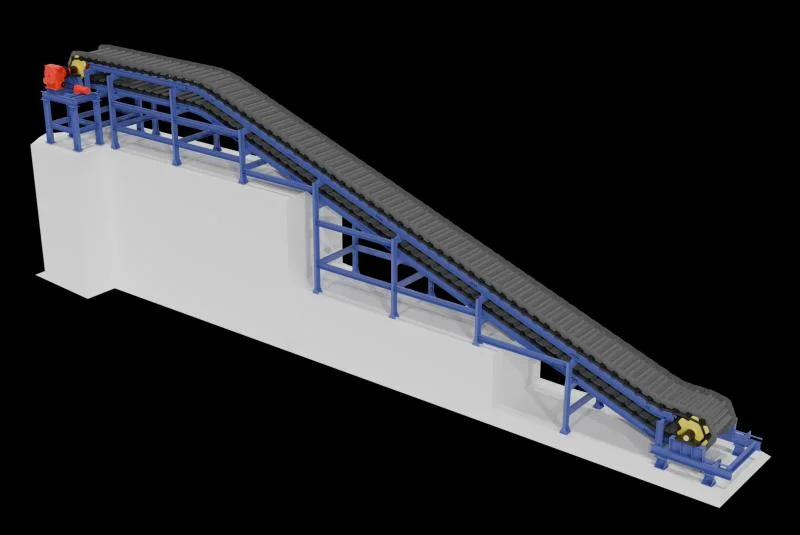
There are several types of Conveyors & Material Handling Systems, including belt conveyors, roller conveyors, chain conveyors, and screw conveyors. Each type is suited for specific applications and materials, offering different capabilities in terms of speed, load capacity, and layout.
How do I choose the right Conveyors & Material Handling Systems?
Choosing the right system involves assessing your specific needs, including the type of materials being handled, the layout of your facility, and the desired speed of transport. It is also important to consider factors such as load capacity and maintenance requirements.
What are the standard specifications for Conveyors & Material Handling Systems?
Standard specifications for Conveyors & Material Handling Systems typically include load capacity, speed, belt width, and overall dimensions. Additional specifications may also include motor power ratings, material construction, and safety features.
What is the price range for Conveyors & Material Handling Systems?
The price range for Conveyors & Material Handling Systems can vary widely based on type, specifications, and customization. Generally, prices can start from a few thousand rupees for basic models and can exceed several lakhs for more complex systems.
What quality standards apply to Conveyors & Material Handling Systems?
Quality standards for Conveyors & Material Handling Systems include compliance with ISO and ANSI guidelines, which ensure safety, reliability, and efficiency. Manufacturers may also adhere to industry-specific standards depending on the application.
Where can I find Conveyors & Material Handling Systems suppliers in India?
You can find Conveyors & Material Handling Systems suppliers in India through online B2B marketplaces like Pepagora, industry trade shows, and local manufacturing directories. Researching suppliers' credentials and customer reviews can also help in making an informed decision.
Can Conveyors & Material Handling Systems be customized?
Yes, Conveyors & Material Handling Systems can often be customized to meet specific operational needs. Customization may include adjustments in size, material, speed, and additional features to enhance functionality.
What is the typical minimum order quantity for Conveyors & Material Handling Systems?
The typical minimum order quantity (MOQ) for Conveyors & Material Handling Systems can vary by supplier and product type. It is common for manufacturers to set MOQs based on the complexity and cost of the systems.
What is the typical lead time for Conveyors & Material Handling Systems?
The typical lead time for Conveyors & Material Handling Systems can range from a few weeks to several months, depending on the complexity of the order and the manufacturer's production schedule. Custom orders may require longer lead times.
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally

Source Smarter,Grow Faster
