Loading subcategories...
Bucket Elevators
50 products available



































Frequently Asked Questions
What are Bucket Elevators?
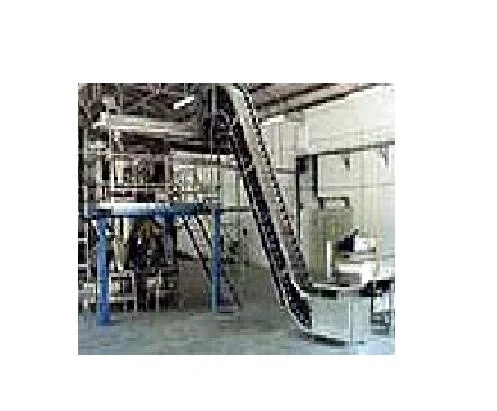
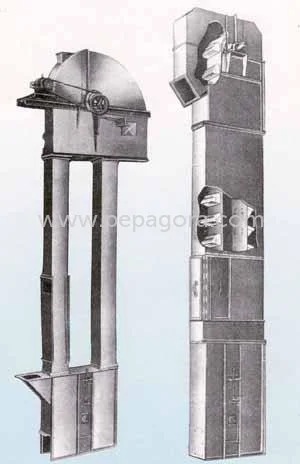
Bucket elevators are mechanical devices used for vertically transporting bulk materials. They consist of a series of buckets attached to a belt or chain, which move in a continuous loop to elevate materials from one level to another.
What are the different types of Bucket Elevators?
There are several types of bucket elevators, including centrifugal discharge, continuous bucket elevators, and positive discharge elevators. Each type is designed for specific applications and material characteristics, such as flowability and bulk density.
How do I choose the right Bucket Elevators?
Choosing the right bucket elevator involves considering factors such as the type of material being handled, the required lifting height, and the capacity needed. It is also important to evaluate the environment in which the elevator will operate and any space constraints.
What are the standard specifications for Bucket Elevators?
Standard specifications for bucket elevators typically include capacity (measured in tons per hour), lift height, bucket size, and material of construction. Additionally, specifications may cover features like belt or chain type, drive configuration, and safety features.
What is the price range for Bucket Elevators?
The price range for bucket elevators can vary widely based on specifications, capacity, and manufacturer. Generally, prices can start from a few thousand rupees for smaller models and can go up to several lakhs for larger, highly customized systems.
What quality standards apply to Bucket Elevators?
Bucket elevators are typically manufactured to meet various industry standards, including ISO certifications and safety regulations. Quality standards may also include material durability, performance efficiency, and reliability under operational conditions.
Where can I find Bucket Elevators suppliers in India?
You can find bucket elevator suppliers in India through online B2B marketplaces, industry trade shows, and business directories. Websites like Pepagora.com can connect you with reliable manufacturers and suppliers in the industry.
Can Bucket Elevators be customized?
Yes, bucket elevators can be customized to meet specific operational needs. Customizations may include variations in bucket size, material, lift height, and additional features tailored to the handling of particular bulk materials.
What is the typical minimum order quantity for Bucket Elevators?
The typical minimum order quantity (MOQ) for bucket elevators may vary by supplier and model. Generally, MOQs can range from one unit for specialized or custom models to several units for standard models.
What is the typical lead time for Bucket Elevators?
The typical lead time for bucket elevators can range from a few weeks to several months, depending on availability, specifications, and customization requirements. It is advisable to confirm lead times with the supplier during the ordering process.
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally

Source Smarter,Grow Faster
