𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗣𝗮𝗰𝗸𝗮𝗴𝗶𝗻𝗴 𝗥𝗮𝘄 𝗠𝗮𝘁𝗲𝗿𝗶𝗮𝗹𝘀?
Packaging raw materials are essential components used in the production of packaging solutions. These materials can include plastics, paper, metals, and glass, each serving specific functions in protecting and preserving products. The choice of raw materials is crucial as it impacts not only the durability and usability of the packaging but also its sustainability and compliance with industry standards.
The primary applications of packaging raw materials span various industries, including food and beverage, pharmaceuticals, and consumer goods. In these sectors, packaging serves to protect products from damage, contamination, and spoilage while also providing important information to consumers. The growing emphasis on sustainability and eco-friendly materials has further influenced the packaging raw materials market, pushing companies to explore innovative solutions that align with environmental goals.
As the global packaging industry continues to evolve, the demand for diverse and high-quality packaging raw materials remains strong. Businesses are increasingly focused on sourcing materials that meet regulatory requirements and consumer expectations for safety and sustainability. This relevance highlights the importance of selecting the right raw materials to support product integrity and brand reputation in a competitive marketplace.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
The key features and specifications of packaging raw materials are crucial for ensuring their effectiveness in various applications. These specifications help buyers understand the capabilities and limitations of different materials.
Key specifications include:
1. Material Type
- Common types include plastics, paper, metals, and glass.
- Each material type has unique properties affecting its application.
2. Thickness
- Thickness varies depending on the material and intended use.
- Typical thickness ranges can be specified for films, sheets, or containers.
3. Barrier Properties
- Important for protecting products from moisture, gases, and light.
- Different materials exhibit varying levels of barrier effectiveness.
4. Temperature Resistance
- Certain materials can withstand high or low temperatures.
- Relevant for applications involving heating or refrigeration.
5. Printability
- Some materials are designed for easy printing of labels and designs.
- Important for branding and consumer information.
6. Recyclability
- Materials are increasingly designed to be recyclable or biodegradable.
- Supports sustainability goals and regulatory compliance.
7. Compliance Standards
- Materials must meet relevant safety and quality standards.
- Certifications such as CE indicate compliance with regulations.
8. Customization Options
- Many suppliers offer customization based on specific requirements.
- Tailored solutions can enhance functionality and aesthetic appeal.
In summary, understanding the key features and specifications of packaging raw materials is essential for B2B buyers. This knowledge facilitates informed decision-making and ensures that the selected materials meet both performance and regulatory needs.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Packaging raw materials are utilized across a wide range of industries, each requiring specific solutions tailored to their needs.
1. Food and Beverage: Packaging materials are critical in maintaining the freshness and safety of food products. Materials like films and containers must comply with safety standards to prevent contamination.
2. Pharmaceuticals: The pharmaceutical industry relies on packaging raw materials that ensure product integrity and compliance with stringent regulations. Materials must protect sensitive drugs from light and moisture.
3. Consumer Goods: Packaging for consumer products often focuses on branding and user convenience. Materials are designed for easy handling and visual appeal while still providing adequate protection.
4. Electronics: Packaging raw materials in the electronics sector must safeguard delicate components from damage. Anti-static materials are often used to protect against static electricity.
5. Cosmetics: The cosmetic industry utilizes packaging materials that not only protect products but also enhance their visual appeal. Attractive packaging can influence consumer purchasing decisions.
6. Chemicals: Chemical products require robust packaging solutions that can withstand harsh environments. Materials must be resistant to chemical reactions and provide adequate containment.
7. Industrial Products: Heavy-duty packaging materials are essential for industrial products to ensure safe transportation and storage. These materials must be durable and capable of withstanding rough handling.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Packaging raw materials come in various forms, catering to different requirements and applications.
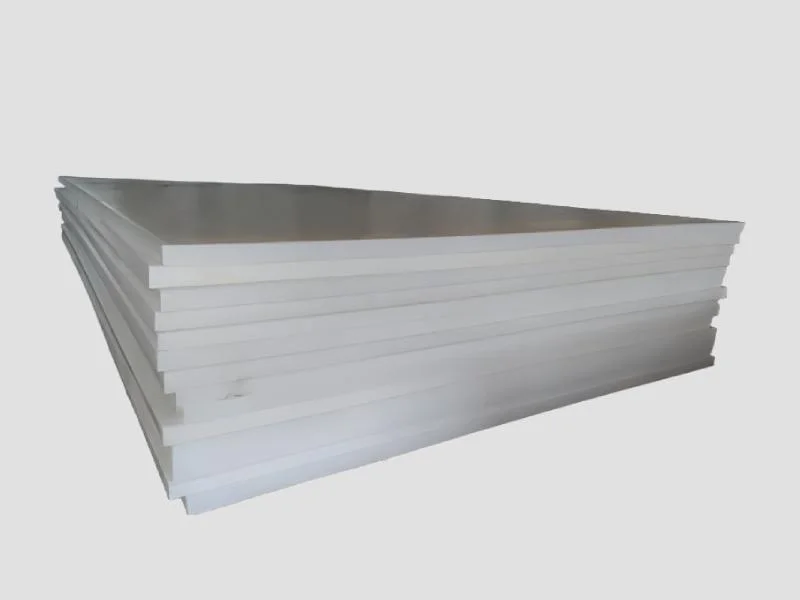
Plastic Films: These are commonly used for wrapping and sealing products. They offer flexibility and durability, making them suitable for both food and non-food applications.
Cardboard Boxes: Ideal for shipping and storage, cardboard boxes are lightweight and recyclable. They provide excellent protection for a wide range of products.
Glass Containers: Often used in the food and beverage industry, glass containers are favored for their ability to preserve product quality and extend shelf life.
Metal Cans: Used primarily for beverages and food products, metal cans provide a strong barrier against external elements. They are also fully recyclable.
Flexible Pouches: These pouches are popular in the food sector for their convenience and lightweight properties. They can be designed with various features, including resealable closures.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Sourcing packaging raw materials offers numerous benefits to businesses across different sectors.
1. Enhanced Product Protection: Quality packaging materials safeguard products from damage during transit and storage, ensuring they reach customers in optimal condition.
2. Compliance with Regulations: Using certified materials helps businesses meet industry regulations, reducing the risk of fines and enhancing brand credibility.
3. Sustainability: Many modern packaging materials are designed to be recyclable or biodegradable, aligning with consumer demand for environmentally friendly options.
4. Cost Efficiency: Choosing the right materials can lead to cost savings in production and logistics, as lightweight options reduce shipping costs.
5. Customization Opportunities: Suppliers often provide customizable options, allowing businesses to create packaging solutions that stand out in the market.
6. Improved Shelf Appeal: High-quality packaging enhances product visibility and attractiveness, influencing consumer purchasing decisions positively.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing packaging raw materials, B2B buyers should consider several key factors to ensure they make informed decisions.
1. Quality Assessment: Evaluate the quality of materials based on industry standards and certifications. Look for suppliers who can provide documentation proving compliance.
2. Supplier Verification: Conduct thorough background checks on potential suppliers. Verify their reputation, production capabilities, and previous client references to ensure reliability.
3. Pricing and MOQ: Understand the pricing structure and minimum order quantities (MOQ) offered by suppliers. This information will help in budgeting and planning procurement.
4. Delivery and Lead Times: Assess the supplier's ability to meet your delivery requirements. Reliable logistics are crucial for maintaining production schedules.
5. Compliance Requirements: Ensure that the materials meet all relevant regulatory standards specific to your industry. Compliance with these requirements is essential for product safety.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Compliance with quality standards and certifications is a critical aspect of sourcing packaging raw materials. Various standards apply across industries, ensuring that materials meet safety and performance criteria.
ISO 9001 is a widely recognized standard that focuses on quality management systems. It assures buyers that suppliers maintain consistent quality in their processes.
HACCP (Hazard Analysis and Critical Control Points) is particularly important in the food industry. It outlines systematic approaches to food safety, ensuring that packaging materials do not compromise product integrity.
CE certification indicates that products meet European safety standards. This certification is crucial for businesses exporting to European markets, as it demonstrates compliance with health and safety regulations.
Safety and testing requirements are also vital, particularly for materials used in sensitive applications such as pharmaceuticals and food packaging. Rigorous testing ensures that materials will not leach harmful substances.
Regional compliance considerations vary widely, with different countries having unique regulations. Understanding these variations is essential for businesses operating in multiple regions to ensure compliance.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗣𝗮𝗰𝗸𝗮𝗴𝗶𝗻𝗴 𝗥𝗮𝘄 𝗠𝗮𝘁𝗲𝗿𝗶𝗮𝗹𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora provides a trusted platform for sourcing packaging raw materials, offering several key advantages to B2B buyers.
Verified Supplier Network: Pepagora connects buyers with a network of verified suppliers. This network reduces the risks associated with sourcing materials and ensures quality.
Streamlined RFQ Process: The request for quotation (RFQ) process is simplified on Pepagora. Buyers can easily compare offers from different suppliers, helping them make informed decisions.
Trade Assurance and Support: Pepagora offers support to buyers through trade assurance programs. This includes protection for transactions, ensuring that buyers receive quality products as promised.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora provides extensive geographic coverage. This reach allows buyers to tap into a diverse range of suppliers and materials to meet their specific needs.