Loading subcategories...
Conveyors for Grains & Seeds
35 products available






























Frequently Asked Questions
What are Conveyors for Grains & Seeds?
Conveyors for Grains & Seeds are specialized equipment designed to transport bulk materials like grains and seeds efficiently. They help in automating the movement of these materials from one point to another, reducing manual labor and increasing productivity.
What are the different types of Conveyors for Grains & Seeds?
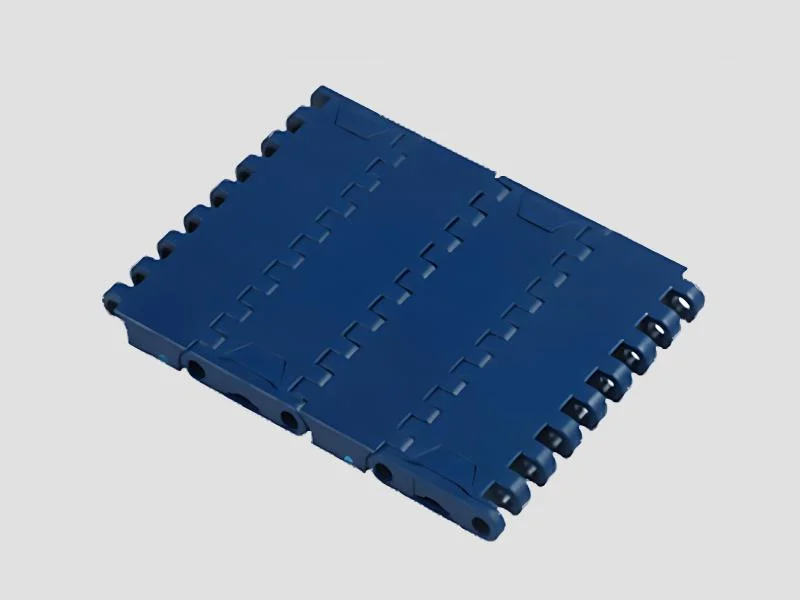
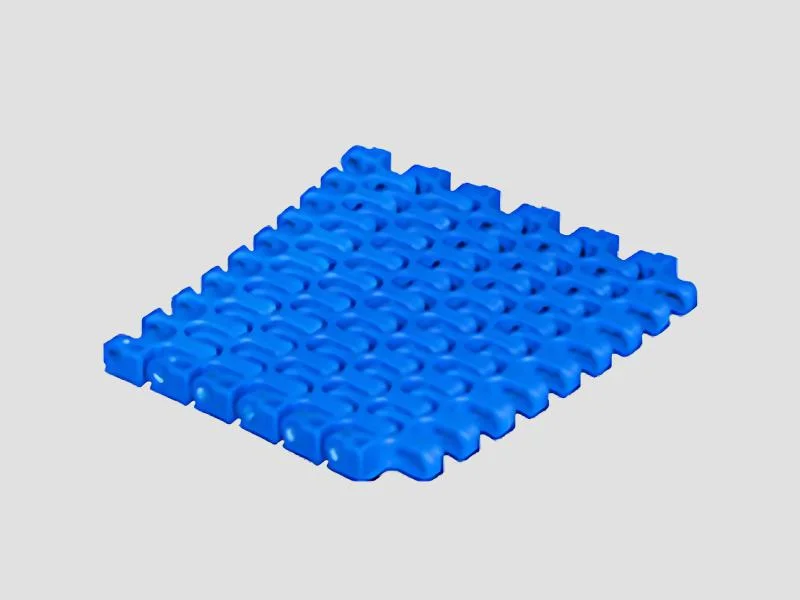
There are several types of conveyors for grains and seeds, including belt conveyors, screw conveyors, bucket elevators, and pneumatic conveyors. Each type is tailored for specific applications and material handling requirements.
How do I choose the right Conveyors for Grains & Seeds?
Choosing the right conveyors involves considering factors such as the type of material, distance to be covered, capacity requirements, and the layout of your facility. It is also essential to evaluate the operational environment and any specific industry standards.
What are the standard specifications for Conveyors for Grains & Seeds?
Standard specifications for conveyors for grains and seeds typically include belt width, material handling capacity, speed of operation, and motor power. Additionally, materials used for construction should be suitable for food-grade applications if required.
What is the price range for Conveyors for Grains & Seeds?
The price range for conveyors for grains and seeds can vary widely based on the type, capacity, and manufacturer. Generally, the cost can start from a few thousand Indian Rupees and can go up to several lakhs for more complex systems.
What quality standards apply to Conveyors for Grains & Seeds?
Quality standards for conveyors for grains and seeds often include compliance with ISO certifications and other industry-specific guidelines. Ensuring food safety and material integrity is crucial, especially when handling consumable products.
Where can I find Conveyors for Grains & Seeds suppliers in India?
You can find suppliers of conveyors for grains and seeds in India through online B2B marketplaces, trade shows, and industry directories. Websites like Pepagora.com feature a range of manufacturers and suppliers to help you source equipment.
Can Conveyors for Grains & Seeds be customized?
Yes, conveyors for grains and seeds can often be customized to meet specific operational needs. Customizations may include variations in length, width, and features such as automated controls or additional safety measures.
What is the typical minimum order quantity for Conveyors for Grains & Seeds?
The typical minimum order quantity (MOQ) for conveyors can vary by manufacturer but often ranges from one unit to several units depending on the type and complexity of the conveyor system. It is advisable to check with specific suppliers for their MOQ.
What is the typical lead time for Conveyors for Grains & Seeds?
The typical lead time for conveyors for grains and seeds can range from a few weeks to several months, depending on the manufacturer's production schedule and the specifics of the order. Custom orders may require additional time for fabrication.
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally

Source Smarter,Grow Faster
