undefined
Description
Our premium honey comb belts represent the gold standard in conveyor technology for demanding industrial applications. These specialized belts feature a unique hexagonal pattern th...
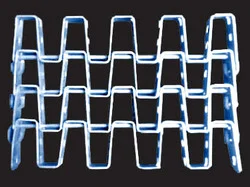
Our premium honey comb belts represent the gold standard in conveyor technology for demanding industrial applications. These specialized belts feature a unique hexagonal pattern that provides superior drainage, airflow, and cleaning capabilities while maintaining exceptional strength and durability. Designed specifically for food processing and fisheries industries, these belts withstand constant exposure to water, chemicals, and temperature extremes without compromising performance. The open mesh construction prevents material buildup and allows for easy cleaning, meeting strict hygiene standards required in food handling environments. Each belt is engineered to provide reliable operation under heavy loads and continuous use, ensuring your production lines maintain optimal efficiency. These honey comb belts serve critical functions across multiple industries including commercial fishing operations, food processing plants, packaging facilities, and agricultural processing centers. In fisheries, they are essential for conveying fish through processing stages while allowing water and debris to drain effectively. Food manufacturers utilize these belts for washing, draining, cooling, and freezing applications where moisture management is crucial. The packaging industry relies on them for products that require drainage during transportation on conveyor lines. Agricultural processors use these belts for handling fresh produce that needs both support and ventilation during processing stages. The business value of our honey comb belts extends beyond initial purchase price to include significant operational savings and reliability benefits. These belts are built to last, reducing replacement frequency and minimizing production downtime due to belt failures. The customization options ensure perfect compatibility with your existing machinery, eliminating adaptation costs and improving overall system efficiency. Their easy-clean design reduces sanitation time and labor costs while meeting food safety compliance requirements. The reliable performance under demanding conditions protects your production output and ensures consistent quality in your processing operations. Key Features: - Hexagonal mesh design for optimal drainage and airflow - Heavy-duty construction for long-lasting performance - Custom manufacturing to specific client requirements - Food-grade materials meeting industry safety standards - Resistance to water, chemicals, and temperature variations Benefits: - Enhanced drainage capability reduces water accumulation - Durable construction minimizes replacement costs - Perfect fit with existing machinery through customization - Compliance with food safety and hygiene standards - Reliable performance in extreme environmental conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our honey comb belts are engineered for demanding material handling in wet and harsh environments. The unique open mesh design allows efficient drainage and cleaning, making them ideal for food processing and fisheries where hygiene and durability are critical. These belts handle heavy loads while maintaining structural integrity under constant moisture and temperature variations. The customization options allow these belts to be tailored for specific machinery and operational requirements across multiple industries. From seafood processing plants to food packaging facilities, these belts provide consistent performance where standard conveyor systems would fail. The robust construction ensures long service life while reducing maintenance costs and operational downtime. - Seafood processing lines for conveying fish, shrimp, and marine products - Food washing and draining systems in vegetable and fruit processing plants - Baking and cooling conveyor systems in large-scale food production facilities - Packaging lines where drainage and cleanability are essential requirements - Freezer and chilling applications in food storage and distribution centers
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Asian Engineering Works, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Fisheries Food Machinery Honey Comb Belts Heavy Duty Conveyor
Fisheries Food Machinery Honey Comb Belts are heavy-duty conveyor belts designed for demanding food processing and fisheries applications, featuring reliable performance and custom specifications to meet exact industry requirements.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Asian Engineering Works Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer