₹
Apparel & Fashion
Loading subcategories...
View More
Description
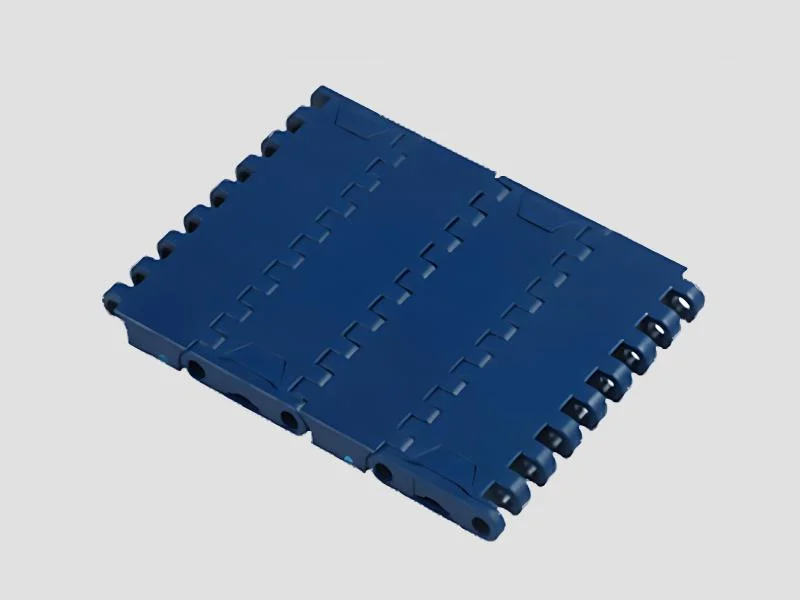
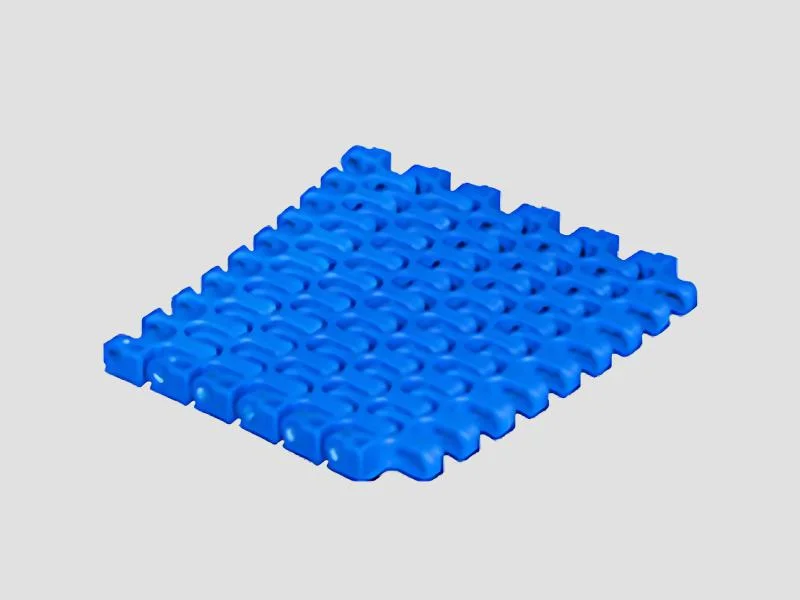
The SP-S 500 represents premium open area modular belt engineering specifically optimized for food processing applications requiring superior cooling, efficient draining, and safe ...
The SP-S 500 represents premium open area modular belt engineering specifically optimized for food processing applications requiring superior cooling, efficient draining, and safe direct food contact. Manufactured from FDA and EU compliant food-grade PP/PE materials, this belt ensures complete regulatory compliance while delivering exceptional performance across temperatures from -10°C to 80°C. The 500mm width and 25mm pitch configuration provide optimal surface coverage and strength, supporting loads up to 50kg/m² while maintaining lightweight maneuverability. The open grid design maximizes airflow and liquid drainage without compromising structural integrity, making it particularly effective for inclined conveying where traditional belts might slip or accumulate moisture. This specialized belt combines technical precision with practical food safety requirements for processors seeking reliable, hygienic material handling solutions. Food processing industries extensively utilize the SP-S 500 across multiple segments including seafood processing plants for washing and draining operations, poultry facilities for chilled product transfer, and bakery operations for cooling conveyor lines. The dairy industry employs these belts for cheese and butter handling where drainage and hygiene are paramount, while fruit and vegetable processors benefit from the open design during washing and freezing stages. Meat processing plants rely on the belt's temperature tolerance and easy-clean properties for both raw and cooked product handling. The inclined conveyor capability makes it invaluable for multi-level processing facilities where space optimization is crucial, while the direct food contact certification ensures compliance with global food safety standards across export-oriented operations. Businesses investing in the SP-S 500 gain significant operational advantages through reduced maintenance requirements, extended service life, and consistent performance under varying production conditions. The modular construction allows for easy replacement of individual components rather than entire belt sections, dramatically reducing downtime and maintenance costs. The food-grade materials eliminate contamination risks while withstanding rigorous cleaning protocols, ensuring uninterrupted production cycles and compliance with international food safety certifications. Reliability is built into every aspect from the precise 25mm pitch ensuring smooth operation to the 10mm thickness providing durability without excessive weight. These engineering differentiators translate directly to reduced total cost of ownership and enhanced production efficiency for serious food processing operations. Key Features: - Open area modular belt design for superior cooling and drainage - FDA and EU compliant food-grade PP/PE materials for direct food contact - 500mm width with 25mm pitch configuration for optimal coverage - Temperature range from -10°C to 80°C for versatile applications - Maximum load capacity of 50kg/m² with 10mm thickness for durability Benefits: - Enhanced hygiene and easy cleaning with open grid construction - Reliable performance on inclined conveyors without slippage - Reduced maintenance costs through modular component replacement - Compliance with international food safety standards and certifications - Extended service life with consistent performance across temperature variations
Specifications
| Attribute | Value |
|---|---|
| Belt Type | Open Area Modular |
| Material | Food Grade PP/PE |
| Width | 500 mm |
| Pitch | 25 mm |
| Thickness | 10 mm |
| Module | SP-S 500 |
| Max Load | 50 kg/m² |
| Temp Range | -10°C to 80°C |
| Use | Direct Food Contact, Cooling, Draining, Inclined Conveyor |
| Compliance | FDA/EU |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The SP-S 500 modular belt excels in demanding food processing environments where hygiene, drainage, and inclined handling are critical. Its open area design and food-grade construction make it ideal for operations requiring simultaneous cooling, washing, and efficient liquid removal while maintaining strict sanitation standards. This belt's specialized configuration supports smooth product transfer on inclines without slippage, ensuring consistent performance across temperature variations from freezing to moderate heat processing applications. The robust modular construction withstands continuous operation while remaining easy to clean and maintain, reducing downtime in high-volume production settings. Real-world applications: - Processing fresh seafood through washing, chilling, and draining stations before packaging - Handling poultry and meat products through inspection, cooling, and transfer operations - Conveying baked goods through cooling tunnels and hygienic transfer lines - Moving fruits and vegetables through washing, sorting, and freezing processes - Transporting dairy products including cheese blocks and butter packages on inclined conveyors
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectra Plast India, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Food Processing Modular Belt SP S 500 500mm Open Area FDA/EU Compliant
SP-S 500 modular belt delivers superior cooling, draining, and direct food contact performance for inclined food processing. Made with FDA/EU compliant food-grade PP/PE materials, this 500mm belt handles 50kg/m² loads across -10°C to 80°C temperatures with reliable hygienic operation.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectra Plast India
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer