₹
Apparel & Fashion
Loading subcategories...
View More

Description
Our cotton processing belt conveyor represents industrial-grade material handling excellence specifically designed for lint conveying applications. Engineered with precision, these...
Our cotton processing belt conveyor represents industrial-grade material handling excellence specifically designed for lint conveying applications. Engineered with precision, these systems efficiently transport lint while simultaneously removing foreign contaminants that could compromise downstream equipment and final product quality. The conveyor features a durable belt surface that gently handles delicate lint fibers without causing damage or fiber loss. The system operates with consistent reliability, maintaining optimal performance even in demanding industrial environments where continuous operation is essential for production targets and operational efficiency. This conveyor system finds essential application across multiple industries within the agricultural processing and textile manufacturing sectors. Cotton gins utilize these conveyors as the first line of defense against foreign materials before lint reaches cleaning machinery. Textile mills incorporate them into their preprocessing stages to protect sensitive spinning equipment from damage caused by contaminants. Agricultural processing plants benefit from their robust construction when handling bulk materials, while quality control departments rely on them for maintaining product purity standards throughout manufacturing processes. The business value of our lint conveyor systems extends beyond equipment functionality to deliver tangible operational advantages. These conveyors significantly reduce maintenance costs for downstream equipment by preventing damage from foreign materials, while simultaneously improving final product quality through effective contaminant removal. The reliability of these systems ensures minimal downtime, supporting continuous production workflows essential for meeting manufacturing targets. The durable construction and quality materials ensure long service life, providing excellent return on investment through years of dependable performance in challenging industrial environments. Key Features: - Durable belt construction designed for gentle lint handling and contaminant removal - Customizable dimensions and configurations to fit specific facility layouts - Adjustable speed controls for optimized processing rates - Quick-connect components facilitating easy installation and maintenance - Robust frame construction supporting continuous industrial operation Benefits: - Protects downstream equipment from damage by removing contaminants early - Improves final product quality through effective foreign material removal - Reduces maintenance costs and extends equipment lifespan - Ensures minimal downtime with reliable continuous operation - Provides excellent return on investment through durable construction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our belt conveyor systems provide precision handling for cotton lint while effectively removing foreign materials like plastic, strings, and debris. This critical preprocessing step protects downstream equipment from damage while ensuring cleaner output quality for manufacturing processes. The system maintains consistent performance throughout continuous operation in demanding industrial environments. These conveyors serve as essential infrastructure in cotton processing lines with robust construction that withstands heavy use. Industries benefit from reduced maintenance costs and improved processing efficiency throughout their production workflow. The reliable operation ensures minimal downtime while supporting continuous material flow requirements in various facility layouts and processing conditions. - Primary contaminant removal in cotton ginning facilities before lint cleaning - Pre-processing stage in textile mills to protect spinning machinery from debris - Integration with automated cotton processing lines for continuous material flow - Quality control stations where foreign material detection and removal is critical - Bulk material handling systems in agricultural processing plants for lint transportation
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bajaj Steel Industries Limited, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
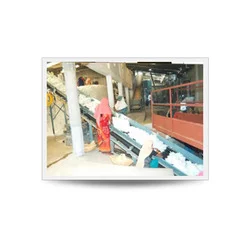
Cotton Processing Belt Conveyor For Lint Conveying And Contaminant Removal
Premium cotton processing belt conveyor efficiently transports lint while removing contaminants before pre-cleaning or ginning. Built with quality materials for reliable industrial performance in textile and agricultural processing facilities.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bajaj Steel Industries Limited Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer