₹
Apparel & Fashion
Loading subcategories...
View More
Description
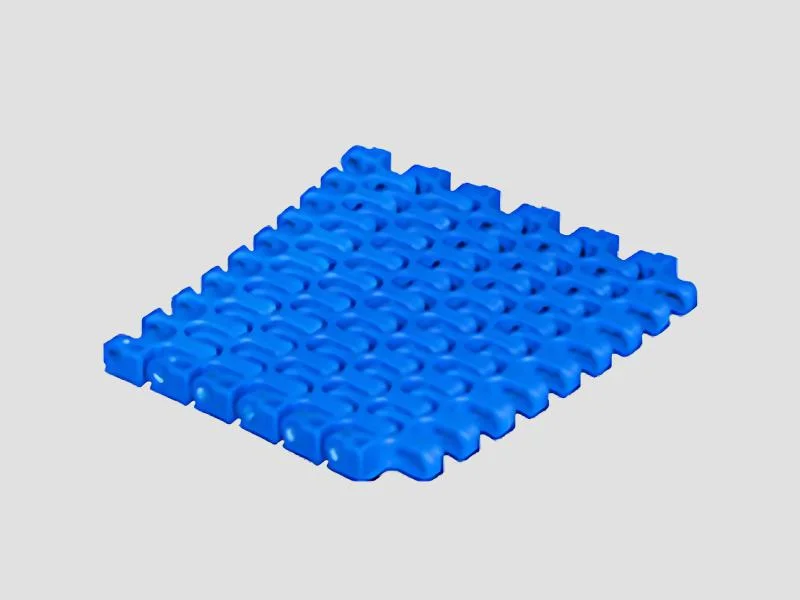
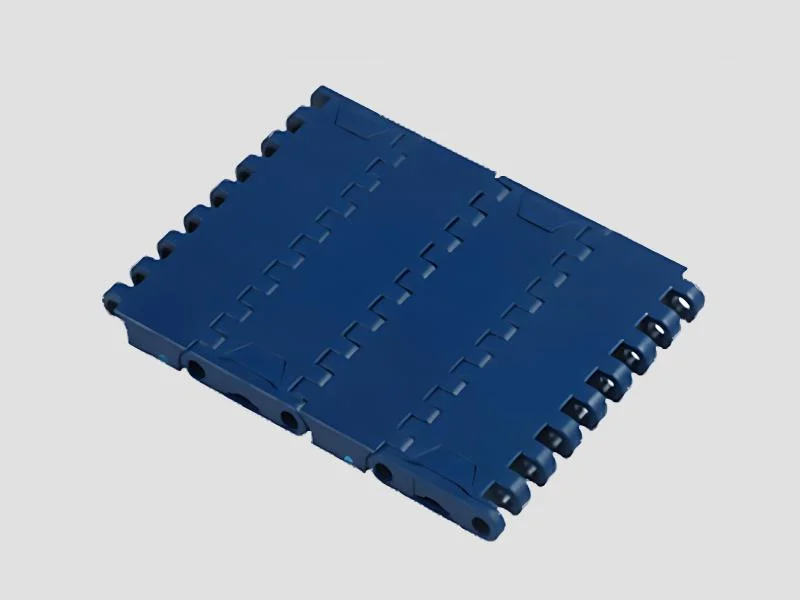
The SP-1000 modular conveyor belt represents advanced engineering specifically designed for demanding food processing and industrial environments. Its innovative open area design c...
The SP-1000 modular conveyor belt represents advanced engineering specifically designed for demanding food processing and industrial environments. Its innovative open area design creates optimal airflow patterns that accelerate product cooling while facilitating complete drainage of liquids and small food particles. Constructed from high-grade PP/POM materials, this belt meets stringent FDA and EU food contact safety regulations while offering exceptional chemical resistance properties. The modular architecture enables straightforward cleaning procedures and rapid component replacement capabilities, significantly minimizing production downtime. With its robust construction and thoughtful engineering, the SP-1000 delivers reliable, consistent performance across diverse operating conditions ranging from freezing temperatures to high-heat processing stages. Food processing industries particularly benefit from the SP-1000's superior hygienic properties and operational efficiency. In fruit and vegetable processing facilities, the belt safely handles produce from initial washing through final packaging stages while preventing moisture accumulation that could compromise product quality. Meat and poultry processors rely on its easy-clean surface and effective drainage capabilities during cutting, grading, and packaging operations where sanitation is paramount. Beverage manufacturers utilize these belts for stable bottle and container conveying where cleanliness and reliability are essential production requirements. Beyond food sectors, packaging operations, pharmaceutical manufacturing, and logistics centers employ the SP-1000 for its dependable product handling and low maintenance needs across continuous operational cycles. The SP-1000 delivers significant business value through enhanced operational efficiency and substantially reduced maintenance costs. Its durable construction withstands years of continuous operation, providing excellent return on investment through minimal replacement requirements and consistent performance delivery. The easy-clean design reduces labor hours dedicated to sanitation procedures while the modular components enable targeted, cost-effective repairs without requiring full belt replacement. These reliability factors combine to create a conveyor solution that supports uninterrupted production schedules and maintains quality output standards. Operations choosing the SP-1000 gain a trusted partner in their production infrastructure, supported by engineering that ensures optimal performance for specific layout and processing requirements. Key Features: - Open grid design for superior cooling and complete drainage - Food-safe construction compliant with FDA and EU standards - High-grade PP/POM material for long-lasting durability - Modular design enabling easy cleaning and maintenance - Chemical and temperature resistant properties Benefits: - Enhanced hygiene with easy-to-clean surfaces - Reduced operational downtime through modular maintenance - Long-term reliability with durable construction - Versatile performance across multiple industries - Cost-effective operation with minimal maintenance requirements
Specifications
| Attribute | Value |
|---|---|
| Design | Open area for cooling & draining |
| Hygiene | Food contact safe |
| Material | High-grade PP/POM |
| Maintenance | Easy to clean & replace |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
The SP-1000 conveyor belt excels in food processing environments where hygiene and operational efficiency are critical requirements. Its innovative open grid design enables rapid cooling and complete drainage during washing, blanching, cooking, and freezing stages. The food-safe construction withstands rigorous sanitation protocols while maintaining structural integrity across varying temperature conditions and moisture exposure levels throughout production cycles. Beyond food processing sectors, this versatile conveyor belt serves industrial applications requiring stable product transfer with minimal residue accumulation. The modular construction accommodates various package sizes and weights across diverse production lines. Manufacturing facilities and logistics operations benefit from its durable performance in sorting, inspection, and accumulation processes where consistent, reliable movement is essential for operational continuity and productivity. - Fruit and vegetable washing, inspection, and packaging operations - Meat and poultry processing lines with frequent sanitation needs - Seafood handling including freezing, grading, and packaging - Bottle and container conveying in beverage production facilities - Carton and shrink wrap handling in packaging and distribution centers
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Spectra Plast India, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Food Processing Conveyor Belt With Open Grid Design And Easy Maintenance
SP-1000 food processing conveyor belt features open grid design for superior cooling, draining and hygiene. Made from high-grade PP/POM materials with easy maintenance for reliable industrial handling operations.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Spectra Plast India
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer