undefined
Description
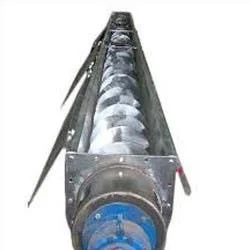
Industrial screw conveyors are robust mechanical systems engineered for reliable bulk material handling across demanding industrial environments. Featuring a helical screw rotating...
Industrial screw conveyors are robust mechanical systems engineered for reliable bulk material handling across demanding industrial environments. Featuring a helical screw rotating within a sealed trough, they transport powders, granules, and semi-solid materials with precision and minimal energy consumption. Designed for continuous operation, these conveyors reduce manual labor and downtime while maintaining consistent performance. Their construction prioritizes durability and low maintenance, offering a cost-effective solution for optimizing material logistics and enhancing operational flow in production facilities. These systems are extensively utilized in food processing, agriculture, chemical production, and manufacturing industries. In food and agriculture, they carefully handle grains, flour, feed, and ingredients, preventing contamination and ensuring compliance with hygiene standards. Chemical and manufacturing sectors rely on them for moving powders and granular materials in controlled environments where precision and containment are critical. Their ability to operate in various orientations and harsh conditions, coupled with options for food-grade or corrosion-resistant materials, makes them suitable for both standard and specialized industrial applications, supporting seamless integration into complex production lines. Screw conveyors deliver substantial business value by enhancing operational reliability, reducing labor costs, and minimizing material loss through their enclosed, spill-proof design. Their durable construction ensures long-term performance with minimal maintenance, providing an excellent return on investment for operations focused on efficiency and productivity. Key differentiators include high-quality manufacturing for extended equipment lifespan, adaptability to specific spatial and material requirements, and proven reliability in continuous use. This builds trust with serious buyers who prioritize equipment that supports uninterrupted production, meets industry standards, and integrates smoothly into diverse industrial workflows. Key Features: - Helical screw design ensures efficient material movement with low power consumption. - Enclosed trough construction prevents spillage and protects materials from contamination. - Durable components engineered for continuous, reliable operation with minimal maintenance. - Flexible configuration for horizontal, inclined, or vertical installation to suit space constraints. - Robust construction using quality materials suitable for various industrial environments. Benefits: - Reduces manual handling and labor costs through automated material transport. - Minimizes product loss and waste with sealed, spill-proof conveying operation. - Enhances production efficiency with reliable, continuous material flow. - Lowers operational expenses with energy-efficient design and minimal maintenance needs. - Provides versatile installation to optimize existing facility layouts and workflows.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial screw conveyors provide efficient, enclosed transport for bulk materials like grains, powders, and aggregates. Their design ensures consistent flow while minimizing spillage and contamination, which is crucial for maintaining hygiene in sensitive processing environments. These systems handle materials horizontally, vertically, or at an incline, offering operational flexibility across diverse industrial settings. These conveyors are highly adaptable, serving critical roles in food processing, agricultural storage, and manufacturing operations. They integrate seamlessly into existing production lines, supporting automated material flow to enhance productivity and reduce manual handling. Businesses rely on their durability and low operational costs to streamline logistics and improve overall workflow efficiency in demanding conditions. - Transporting cereal grains and animal feed in agricultural processing and storage facilities for efficient distribution. - Moving flour, sugar, and powdered ingredients in food production plants for consistent mixing and packaging. - Handling fertilizers and seeds in agricultural operations to support planting and distribution processes. - Conveying plastic resins and polymer pellets in manufacturing units for automated feeding to molding machines. - Transferring grain dust and by-products in milling facilities to collection points for disposal or reuse.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Nano Foam Technology Private Limited, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Industrial Screw Conveyors For Bulk Material Handling In Food And Agriculture
Industrial screw conveyors for bulk material handling in food and agriculture industries. These reliable systems ensure smooth, continuous transport of powders, granules, and semi-solids with minimal maintenance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Nano Foam Technology Private Limited Tamil Nadu, India
Tamil Nadu, India
Raw Materials & ChemicalsManufacturer