𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗣𝗵𝗮𝗿𝗺𝗮𝗰𝗲𝘂𝘁𝗶𝗰𝗮𝗹 𝗚𝗿𝗮𝗱𝗲 𝗦𝗼𝗹𝘃𝗲𝗻𝘁𝘀?
Pharmaceutical grade solvents are highly purified solvents that meet stringent quality standards for use in the pharmaceutical industry. These solvents are essential for various applications, including drug formulation, extraction, and purification processes. They play a crucial role in ensuring the safety and efficacy of pharmaceutical products, as impurities in solvents can significantly affect the quality of the final product.
These solvents are utilized across multiple stages of drug development and manufacturing, from initial research and development to large-scale production. Common applications include solvent extraction of active pharmaceutical ingredients (APIs), formulation of liquid dosages, and as reaction media in chemical processes. The pharmaceutical industry relies heavily on these high-purity solvents to maintain compliance with regulatory standards and to ensure patient safety.
With the increasing demand for pharmaceutical products globally, the market for pharmaceutical grade solvents is expanding. Companies are continuously seeking reliable suppliers to meet their needs for quality and compliance. This growing market reflects the importance of pharmaceutical grade solvents in the drug manufacturing process.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pharmaceutical grade solvents are defined by a range of features and specifications that ensure their suitability for use in sensitive pharmaceutical applications. These specifications are crucial for maintaining product integrity and compliance with regulatory requirements.
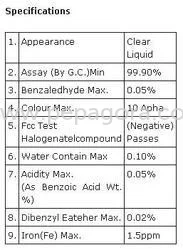
Key specifications include:
1. Purity Level
- Minimum purity of 99.5%
- Strict control of impurities and contaminants
2. Residual Solvents
- Compliance with guidelines for residual solvents in pharmaceuticals
- Levels must meet specific regulatory standards
3. Water Content
- Controlled moisture levels typically below 0.1%
- Essential for maintaining solvent stability
4. pH Level
- Neutral pH range (6-8)
- Critical for compatibility with chemical processes
5. Density
- Consistent density values relevant to applications
- Technical parameters vary by solvent type
6. Boiling Point
- Defined boiling ranges specific to each solvent
- Important for evaporation and distillation processes
7. Flash Point
- Specified flash points to ensure safety during handling
- Critical for storage and transportation
8. Packaging Requirements
- Specific packaging standards to prevent contamination
- Typically supplied in bulk containers or smaller bottles
In summary, these specifications highlight the importance of quality and consistency in pharmaceutical grade solvents, ensuring their effectiveness in various applications.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Pharmaceutical grade solvents find applications across diverse industries, each leveraging their unique properties for specific needs.
1. Pharmaceutical Industry: Primarily used for the formulation of drugs, as solvents are critical in the extraction and purification of active ingredients.
2. Biotechnology: Employed in the production of biologics, where high-purity solvents assist in formulating complex biological compounds.
3. Chemical Manufacturing: Utilized as reaction mediums or cleaning agents in the synthesis of chemical products.
4. Food and Beverage: In some cases, pharmaceutical grade solvents are used for extraction processes in food flavoring and fragrance applications.
5. Cosmetic Industry: Used in the formulation of creams and lotions, where purity is essential for skin safety.
6. Laboratory Research: Commonly used in research labs for various analytical techniques requiring high-quality solvents.
7. Environmental Testing: Utilized in the analysis of pollutants and contaminants, providing reliable results for regulatory compliance.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Pharmaceutical grade solvents offer a variety of options to meet different application needs. Although specific subcategories are not available, the diversity in solvent types allows for tailored solutions.
Ethyl Alcohol
This variant is widely used in the pharmaceutical industry for its solvent properties and effectiveness in extraction processes. It is known for its high purity and ability to dissolve a range of compounds.
Acetone
Often used in laboratories, acetone is effective for cleaning and as a solvent in various chemical reactions. Its volatility makes it suitable for applications requiring quick evaporation.
Methanol
This solvent is used for synthesis and purification in the pharmaceutical sector. Methanol's ability to dissolve both polar and nonpolar compounds makes it a versatile choice.
Isopropyl Alcohol
Commonly used as a disinfectant, isopropyl alcohol is also a solvent in drug formulation processes, valued for its effectiveness and safety profile.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Sourcing pharmaceutical grade solvents offers numerous advantages for businesses in the pharmaceutical sector.
1. High Purity: Ensures the absence of harmful contaminants, which is critical for drug safety and compliance.
2. Regulatory Compliance: Meets stringent industry standards, aiding companies in maintaining certifications and approvals.
3. Consistency: Provides reliable performance across various applications, ensuring product quality is not compromised.
4. Versatility: Applicable in multiple sectors, from pharmaceuticals to biotechnology, enhancing operational flexibility.
5. Safety: Reduced risk of hazardous reactions due to controlled quality and specifications.
6. Cost-Effectiveness: While initial costs may be higher, the long-term benefits of quality assurance often outweigh the investment.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing pharmaceutical grade solvents, several factors should be considered to ensure optimal selection and compliance.
1. Quality Assessment: Evaluate suppliers based on their ability to provide solvents that meet required purity and quality standards. Request certificates of analysis to verify compliance.
2. Supplier Verification: Conduct thorough background checks on potential suppliers, including their manufacturing processes and quality control measures. Ensure that they have a reliable track record in the industry.
3. Pricing and MOQ: Compare pricing among different suppliers, but also consider the minimum order quantities (MOQ) to ensure that they align with your business needs and budget.
4. Delivery and Lead Times: Assess suppliers' logistics capabilities to ensure timely delivery. Consider their ability to meet your lead time requirements, especially in urgent situations.
5. Compliance Requirements: Confirm that the solvents meet regional and international regulatory standards, including any specific certifications necessary for your industry.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pharmaceutical grade solvents must adhere to rigorous compliance and certification standards to ensure safety and quality. Relevant quality standards include ISO 9001, which outlines requirements for a quality management system, and HACCP, which focuses on food safety management.
In addition to these standards, industry certifications such as CE are crucial for ensuring that products meet European safety directives. Safety and testing requirements often involve extensive laboratory analysis to confirm solvent purity and the absence of harmful substances.
Furthermore, regional compliance considerations may vary based on local regulations and market requirements. It is essential for businesses to remain informed about these regulations to avoid potential legal issues and ensure market access.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗣𝗵𝗮𝗿𝗺𝗮𝗰𝗲𝘂𝘁𝗶𝗰𝗮𝗹 𝗚𝗿𝗮𝗱𝗲 𝗦𝗼𝗹𝘃𝗲𝗻𝘁𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora offers a comprehensive platform for sourcing pharmaceutical grade solvents, providing several key advantages to B2B buyers.
Verified Supplier Network: Pepagora ensures that all suppliers within its network are thoroughly vetted for quality and compliance. This guarantees that buyers can trust the sources of their solvents.
Streamlined RFQ Process: The quotation system simplifies the procurement process, allowing buyers to quickly request and receive competitive quotes from multiple suppliers, saving time and effort.
Trade Assurance and Support: Buyers are protected through trade assurance measures, which help mitigate risks associated with online transactions. Pepagora offers support throughout the sourcing process, addressing any concerns or questions.
Regional Coverage: With a wide geographic reach across India, the Gulf Cooperation Council (GCC), and Southeast Asia, Pepagora connects buyers with suppliers in various regions, facilitating access to high-quality products across multiple markets.