undefined
Apparel & Fashion
Loading subcategories...
View More
Description
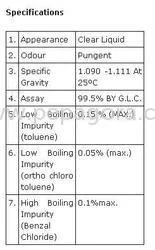
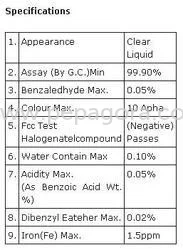
Benzyl Alcohol is a high-purity organic solvent celebrated for its exceptional versatility, serving reliably as an effective solvent, preservative, and chemical intermediate. Avail...
Benzyl Alcohol is a high-purity organic solvent celebrated for its exceptional versatility, serving reliably as an effective solvent, preservative, and chemical intermediate. Available in multiple stringent grades including USP, NF, EP, BP, photo grade, and perfumery grade, it meets rigorous international standards for quality, safety, and performance. Characterized by a mild aromatic odor, clear appearance, and excellent solubility, it is an indispensable component for industrial, pharmaceutical, and cosmetic applications. Its proven reliability and consistent batch-to-batch quality make it the preferred choice for procurement specialists and production managers who require uncompromising materials to ensure their own end-products meet exact specifications and regulatory demands. This solvent sees extensive use across multiple critical industries. In pharmaceuticals, it acts as a vital preservative in injectable medications, intravenous solutions, and topical formulations, ensuring product safety and longevity. The perfumery and cosmetics industry utilizes it both as a solvent to carry fragrances and as a fragrance component itself. The paints, coatings, and inks sector depends on it for formulating stable epoxy resins, durable lacquers, and high-performance printing inks. Furthermore, it is crucial in photographic chemical processes and serves as a key precursor in manufacturing esters for various industrial applications. This broad applicability solidifies its status as a staple raw material in laboratories and manufacturing facilities worldwide. Procuring high-grade benzyl alcohol delivers significant business value through enhanced product integrity and manufacturing efficiency. As a preservative, it effectively extends shelf life while ensuring safety in sensitive pharmaceutical applications, protecting valuable formulations. Its superior solvent properties enhance formulation stability, improve component mixing, and boost the final performance of coatings, inks, and fragrances. Sourced from a trusted supplier, it provides assurance of regulatory compliance and supply chain stability, significantly reducing production risks and downtime. This chemical represents a strategic investment for companies that prioritize operational excellence, consistent quality output, and forging dependable, long-term supplier partnerships to support their growth. Key Features: - Available in multiple certified grades: USP, NF, EP, BP, photo, and perfumery. - Exceptionally high purity levels ensuring reliable and consistent performance batch after batch. - Superior solvency power for dissolving components in inks, paints, coatings, resins, and fragrances. - Effective preservative action for extending shelf-life in pharmaceutical and cosmetic solutions. - Stable chemical properties with a mild aromatic odor and clear, colorless liquid form. Benefits: - Meets stringent international pharmacopeia standards, providing guaranteed quality and compliance. - Enhances product stability and shelf life in sensitive pharmaceutical and cosmetic formulations. - Improves consistency, flow, and final performance in ink, paint, and coating production. - Offers versatile application across pharmaceuticals, perfumery, cosmetics, and industrial manufacturing. - Provides reliable supply and consistent technical specifications for smooth, uninterrupted production planning.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Benzyl alcohol is a versatile, high-purity solvent and preservative essential for industries where consistent performance and quality are critical. Its excellent solvency properties make it ideal for sensitive pharmaceutical formulations, cosmetic products, and precision manufacturing processes that demand strict adherence to standards. Manufacturers rely on it for stable, predictable results in their most important production lines. This chemical is particularly valued in perfumery for its inherent aromatic qualities and in photographic development for its chemical stability. The coatings, paints, and ink industries depend on it to achieve superior formulation integrity and final product consistency. Serving as a key precursor for ester production, it also expands into flavor and industrial applications, providing a multipurpose solution for complex and demanding production environments. Its widespread use across diverse sectors highlights its fundamental role in modern industrial chemistry. - Acts as a preservative in injectable medications and sterile pharmaceutical solutions. - Serves as a primary solvent for formulating inks, paints, epoxy resin coatings, and lacquers. - Functions as a key ingredient and solvent in perfume and fragrance manufacturing. - Used as an intermediate for ester production in flavorings and industrial applications. - Employed as a cleaning agent and solvent in electronics and precision engineering processes.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kadillac Chemicals Pvt Ltd, Gujarat
 Gujarat, India
Gujarat, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Benzyl Alcohol Solvent High Purity USP NF EP BP Grades
High-purity Benzyl Alcohol Solvent in USP, NF, EP, BP, photo, and perfumery grades for pharmaceuticals, perfumes, inks, paints, and coatings. Reliable industrial supply.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kadillac Chemicals Pvt Ltd Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer