undefined
Apparel & Fashion
Loading subcategories...
View More

Description
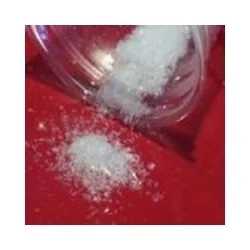
Pharmaceutical Menthol IP Crystals represent a high-purity crystalline compound manufactured to meet stringent Indian Pharmacopoeia standards. Sourced from quality raw materials an...
Pharmaceutical Menthol IP Crystals represent a high-purity crystalline compound manufactured to meet stringent Indian Pharmacopoeia standards. Sourced from quality raw materials and processed through rigorous purification methods, these crystals deliver consistent cooling sensation and minty aroma essential for industrial applications. The product undergoes comprehensive quality testing to ensure batch-to-batch consistency, making it a reliable choice for manufacturers requiring precise specifications and dependable performance in their production processes across various sectors. This pharmaceutical-grade menthol serves critical functions in multiple industries, with primary usage in pharmaceutical formulations where it acts as an active ingredient in topical analgesics, cough syrups, and nasal decongestants. The food processing industry incorporates these crystals as natural flavoring agents in confectionery, chewing gums, and oral care products, while personal care manufacturers leverage the refreshing properties in cosmetics, shampoos, and skincare formulations. Its versatility extends to aromatherapy products and industrial applications where consistent quality and sensory characteristics are paramount for end-product success. Manufacturers benefit from the reliable supply chain and consistent quality that these Menthol IP Crystals provide, reducing production risks and ensuring regulatory compliance across global markets. The product's high purity standards minimize processing variations, leading to improved formulation stability and enhanced end-product efficacy. This reliability translates to cost-effectiveness through reduced quality control overhead and minimized batch rejection rates, while the consistent performance helps maintain brand reputation and customer satisfaction in competitive markets where product quality directly impacts business success. Key Features: - Pharmaceutical grade compliant with Indian Pharmacopoeia standards - High purity crystals ensuring consistent performance and safety - Rigorous quality testing and batch consistency for industrial use - Derived from quality natural or synthetic sources for reliability - Stable crystalline form for easy storage and handling Benefits: - Ensures regulatory compliance for pharmaceutical and food products - Provides consistent cooling sensation and flavor profile - Reduces production risks through reliable quality standards - Enhances end-product efficacy and consumer satisfaction - Supports scalable manufacturing with dependable supply
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Menthol IP crystals are essential in pharmaceutical manufacturing, serving as a key active ingredient in topical analgesics, cough suppressants, and nasal decongestants. Their therapeutic cooling properties provide effective relief in pain management and respiratory products while meeting strict pharmacopeial standards for safety and efficacy in medical applications. Beyond pharmaceuticals, these high-purity crystals enhance consumer goods across multiple sectors. The food industry utilizes them as natural flavoring agents in confectionery, gums, and oral care products, while cosmetic manufacturers incorporate the refreshing sensation into skincare items, shampoos, and personal care formulations for superior sensory experiences and product performance. - Pharmaceutical tablets and lozenges for cough and cold relief formulations - Topical analgesic creams and gels for muscle pain management - Flavor enhancement in confectionery products and oral hygiene items - Nasal inhalers and aromatherapy products for congestion relief - Cosmetic products including lip balms and skincare for cooling effects
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Amar Products, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Pharmaceutical Menthol IP Crystals High Purity Supply
Pharmaceutical Menthol IP Crystals deliver high-purity, reliable supply for pharmaceutical formulations, food flavoring, and cosmetic products, ensuring consistent quality and performance for industrial manufacturers.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Amar Products Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsDistributor / Wholesaler