undefined
Apparel & Fashion
Loading subcategories...
View More

Description
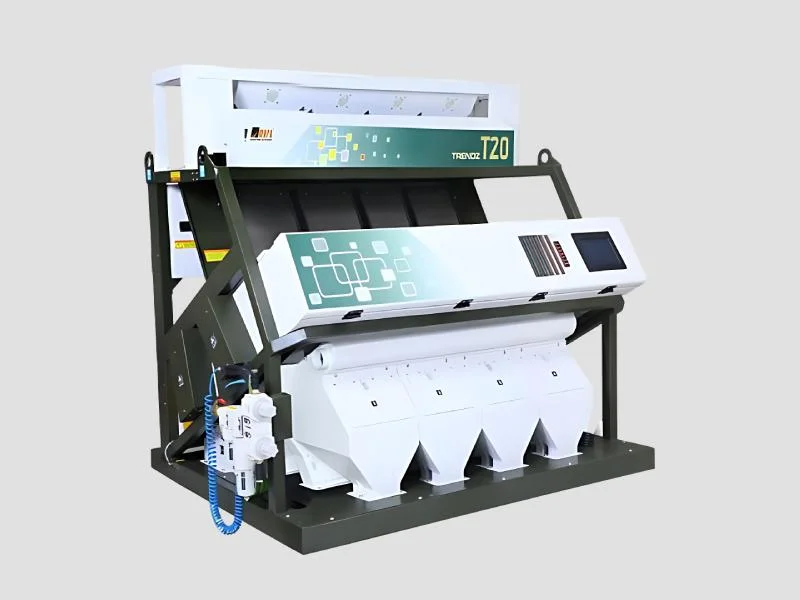
The Toor Dal Color Sorter represents the pinnacle of optical sorting technology specifically engineered for pulse processing industries. This advanced machine incorporates a high-s...
The Toor Dal Color Sorter represents the pinnacle of optical sorting technology specifically engineered for pulse processing industries. This advanced machine incorporates a high-speed HD camera system with a 5400 × 3 pixel RGB sensor capable of capturing 122 million pixels per second, ensuring unparalleled detection accuracy. The integration of AI deep learning technology enables intelligent image processing and data classification, allowing the system to continuously improve its sorting precision through self-learning capabilities. Combined with FPGA digital processing technology, the machine delivers real-time analysis and decision-making for superior sorting performance across various pulse varieties and processing conditions, maintaining consistent quality output. This color sorting solution serves numerous industries within the food processing sector, particularly pulse processing plants, lentil packaging units, and large-scale food manufacturing facilities. It is extensively used by agricultural processors, export-oriented food companies, and quality-conscious food brands that require consistent product appearance and purity. The machine's versatility extends to processing various pulses including chickpeas, beans, different lentil varieties, and other similar food grains that require color-based sorting and quality grading for market readiness and consumer satisfaction across global markets and quality standards. Businesses investing in the Toor Dal Color Sorter gain significant value through enhanced operational efficiency and product quality consistency. The machine's reliability is demonstrated through its maintenance-free SMPS, long-life LED illumination system, and robust construction designed for continuous operation in demanding processing environments. Its high-speed matrix valves and accurate dimming control ensure stable performance with minimal downtime, while the customizable sorting parameters allow businesses to adapt to varying quality requirements and market standards, providing a competitive edge in quality-conscious markets with output capacities ranging from 1 to 7 tons per hour. Key Features: - High-speed HD camera with 5400 × 3 pixel RGB sensor for superior imaging clarity - AI deep learning technology with intelligent image processing and data classification - FPGA digital processing technology for real-time high-speed analysis and decision making - 10.1-inch full HD touchscreen interface with Linux OS for user-friendly operation - High-speed matrix valves with accurate dimming control for precise ejection accuracy Benefits: - Enhanced sorting accuracy with micro color difference detection for superior product quality - Reduced operational waste and increased yield efficiency through precise defect removal - User-friendly operation with real-time adjustable settings for different material types - Consistent performance with maintenance-free components for reliable continuous operation - High processing capacity from 1 to 7 tons per hour for scalable production requirements
Specifications
| Attribute | Value |
|---|---|
| Camera & Imaging | High Speed HD Camera with 5400 × 3 Pixel RGB Sensor, Ultra HD Imaging & Analysis, 122 Million Pixels/Second Capture |
| Technology | AI Deep Learning Technology, Intelligent Image Processing, Intelligent Study Data Classification |
| Sorting Accuracy | High-speed FPGA Digital Processing, Accurate Identification, Micro Color Difference Sorting |
| Valves & Mechanism | High-Speed Matrix Valves, Accurate Dimming Control Valve, Maintenance-free SMPS |
| User Interface | Mark Brand 10.1†Full HD Touchscreen, Linux OS, Customer-friendly Interface, Real-time Adjustable RGB Background |
| Chute available | 1 ,2,3,4,5,6,7,8,10, |
| Output | 1-7 tons per hr |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Toor Dal Color Sorter delivers exceptional precision in food processing by combining high-speed HD cameras with AI deep learning technology. It accurately identifies and removes discolored, defective, or foreign particles from pulses, ensuring only premium quality products reach the market while minimizing operational waste and maximizing yield efficiency across various processing environments and quality standards. This advanced sorting solution features FPGA processing technology and high-speed matrix valves for consistent performance across various pulse varieties. With its user-friendly 10.1-inch touchscreen interface and real-time adjustable settings, operators can easily manage sorting parameters for different materials, making it adaptable for diverse processing requirements and production volumes from 1 to 7 tons per hour. - Sorting and grading Toor Dal for export quality standards in large-scale processing plants - Removing discolored and defective pulses in food manufacturing facilities for consistent product quality - Eliminating foreign materials and impurities from lentil processing lines for enhanced food safety - Quality control in pulse packaging units to ensure uniform color and appearance for retail markets - Processing various pulses including chickpeas, beans, and lentils for diversified food production facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
Toor Dal Color Sorter Machine AI HD Imaging High Speed Sorting
Toor Dal color sorter machine uses AI deep learning and HD imaging for precise pulse sorting with high accuracy, minimal wastage, and superior output quality for food processing businesses.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer