undefined
Apparel & Fashion
Loading subcategories...
View More

Description
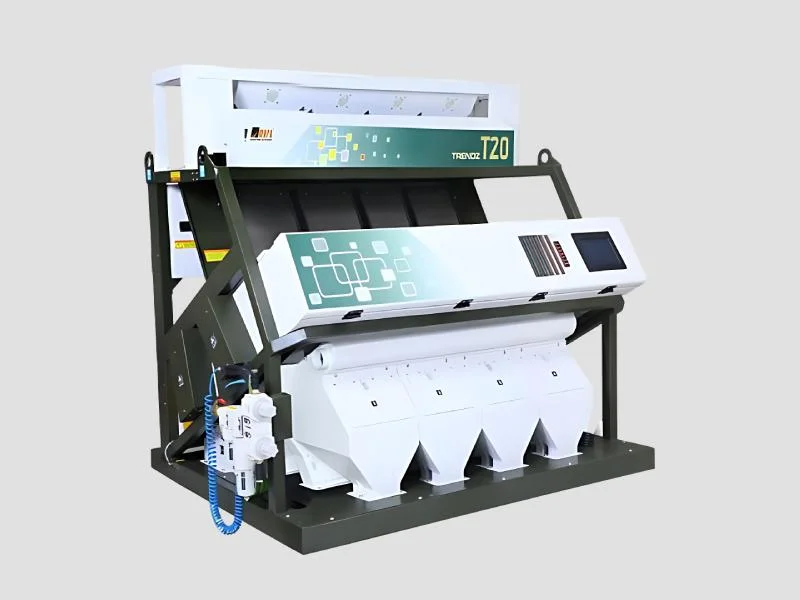
The groundnut color sorter represents advanced optical sorting technology specifically engineered for nut processing applications. Featuring a sophisticated RGB trichromatic tri-ca...
The groundnut color sorter represents advanced optical sorting technology specifically engineered for nut processing applications. Featuring a sophisticated RGB trichromatic tri-camera scanner with 5400 x 3 pixel resolution, this machine delivers exceptional color detection accuracy for groundnut sorting operations. The system incorporates high-speed digital acquisition using advanced FPGA technology, ensuring real-time processing capabilities that maintain production efficiency without compromising sorting precision. The specialized lens system, combined with evenly aligned front and back cameras utilizing digital alignment technology, provides consistent performance across all operating conditions. The intuitive interface offers comprehensive control and monitoring, making complex sorting parameters accessible to operators while ensuring reliable operation in industrial environments. This groundnut color sorter serves critical roles across food processing and agricultural sectors, providing essential quality control for nut processing operations. Processing plants rely on this technology to maintain stringent quality standards for both raw and roasted groundnuts, ensuring only premium products reach consumers while meeting food safety requirements. Export companies utilize these sorters to comply with international quality specifications and color consistency standards demanded by global markets. Snack food manufacturers depend on the machine's precision to maintain product appearance quality in peanut-based snacks, while agricultural cooperatives employ these systems for pre-packaging quality control to enhance product value and marketability. Investing in our groundnut color sorter delivers significant business value through enhanced product quality, reduced operational waste, and improved processing efficiency. The machine's reliability stems from robust construction and premium components that minimize downtime and maintenance requirements, ensuring continuous operation in demanding production environments. The low energy consumption LED lighting system reduces operational costs while providing consistent illumination for accurate defect recognition throughout extended working periods. The adjustable background illumination enhances defect detection capabilities, allowing businesses to adapt to varying product types and quality requirements without additional equipment investments, ultimately protecting brand reputation and customer satisfaction. Key Features: - 5400 x 3 pixels RGB trichromatic tri-camera scanner for superior color detection - High-speed digital image processing using FPGA technology for real-time sorting - Specialized precision lens system optimized for groundnut sorting applications - Low energy consumption LED lighting with adjustable background illumination - Intuitive interface with comprehensive controls and monitoring capabilities Benefits: - Enhanced product quality through precise color sorting and defect removal - Reduced operational costs with energy-efficient LED lighting system - Improved processing efficiency with high-speed real-time sorting capabilities - Consistent performance across varying groundnut varieties and conditions - Minimal maintenance requirements with robust construction and reliable components
Specifications
| Attribute | Value |
|---|---|
| Camera Technology | 5400 x 3 pixels RGB Trichromatic Tri-Camera Scanner |
| Image Processing | High-speed digital acquisition using FPGA technology |
| Lens: | Highly specialized lens for precise sorting |
| Interface: | 10 |
| Lighting: | Low energy consumption LED with adjustable background illumination for defect recognition |
| Chute Available | 1,2,3,4,5,6,7,8,10,12 |
| No.of.camera (F&R) | 12+12 |
| Compressor Requirement | 50 HP Screw |
| Dimension | 16x4.88x5.97 |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our groundnut color sorter excels in agricultural processing with its advanced RGB trichromatic camera system detecting subtle color variations. The 5400 x 3 pixel resolution identifies discolored, moldy, or defective nuts with exceptional accuracy, ensuring only premium quality groundnuts proceed through production lines while maintaining high throughput speeds for industrial operations. The machine's FPGA-based image processing and specialized lens technology deliver consistent performance across various processing environments. With adjustable background illumination and low-energy LED lighting, it adapts to different groundnut varieties and processing conditions while maintaining optimal defect recognition throughout extended operation periods, providing reliable sorting in demanding production schedules. - Removing discolored and mold-infected groundnuts from processing lines - Sorting roasted peanuts by color consistency for snack manufacturing - Quality grading of raw groundnuts for export and premium markets - Eliminating foreign materials and defective nuts in packaging facilities - Ensuring color uniformity in peanut butter production processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
Groundnut Color Sorter Machine With RGB Trichromatic Camera And FPGA Processing
Groundnut color sorter machine with RGB trichromatic camera and FPGA processing delivers precise sorting for superior quality control in food processing applications, featuring energy-efficient LED lighting and high-speed defect recognition.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer