undefined
Apparel & Fashion
Loading subcategories...
View More

Description
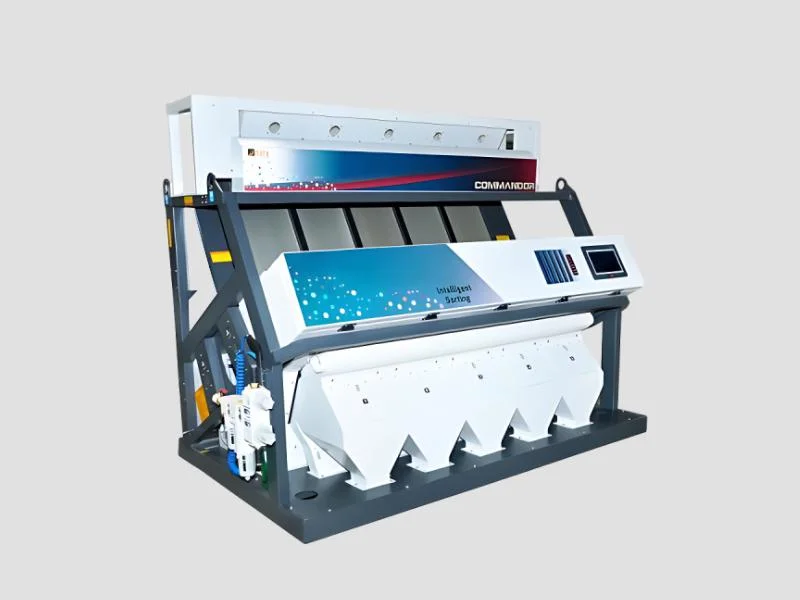
The Mark Color Sorter represents advanced automated color sorting technology for textile and material processing industries. These sophisticated machines utilize a 5400x3 pixel RGB...
The Mark Color Sorter represents advanced automated color sorting technology for textile and material processing industries. These sophisticated machines utilize a 5400x3 pixel RGB tri-chromatic sensor combined with AI deep learning and intelligent image processing to achieve superior sorting accuracy. The system captures millions of pixels per second, enabling precise identification and separation of textiles, fabrics, and garments based on subtle color variations. With a user-friendly 10.1-inch full HD touch screen interface and Linux-based operating system, operators can easily configure sorting parameters and monitor performance in real-time. The closed-loop sensor feeder system ensures uniform material flow while advanced FPGA-based signal processing and high-speed matrix valves provide reliable, maintenance-free operation for continuous production environments. Textile and material processing industries benefit significantly from Mark Color Sorters throughout various manufacturing stages. Production facilities utilize these machines for sorting finished garments, ensuring color consistency across product batches before distribution. Textile manufacturers employ them for organizing fabric rolls and materials by color, streamlining production processes and reducing sorting errors. Recycling operations leverage the technology to separate textile waste by color, enabling efficient recycling and supporting sustainable material management. Quality control departments rely on these sorters to identify and remove color-defective items, maintaining product standards and reducing customer returns. From large-scale manufacturing plants to specialized textile processors, these color sorters deliver consistent performance across diverse applications and material types. Businesses implementing Mark Color Sorter machines gain substantial competitive advantages through improved operational efficiency and product quality. The systems significantly reduce labor costs associated with manual sorting while increasing throughput and accuracy beyond human capabilities. Their reliable construction ensures continuous operation with minimal downtime, maximizing production output and return on investment. The available model options allow businesses to select precisely the right capacity and features for their specific requirements, ensuring optimal performance without unnecessary expenses. The maintenance-free design and robust engineering guarantee long-term reliability, reducing total cost of ownership. These machines not only enhance product quality but also support sustainability initiatives by enabling efficient recycling processes and reducing material waste throughout the manufacturing supply chain. Key Features: - 5400x3 pixel RGB tri-chromatic sensor for exceptional color detection accuracy - AI deep learning and intelligent image processing technology with 16 million color recognition - 10.1-inch full HD touch screen interface with Linux-based operating system for user-friendly control - High-speed matrix valves and advanced FPGA-based signal processing for efficient sorting operations - Multiple model options including Mark J 400, J 280, J 196, and J Max 280 for various capacity needs Benefits: - Reduced labor costs through automated sorting and minimal manual intervention - Improved product quality with consistent color accuracy across production batches - Increased throughput and operational efficiency with high-speed processing capabilities - Enhanced sustainability through efficient material sorting and waste reduction - Long-term reliability with maintenance-free operation and robust construction
Specifications
| Attribute | Value |
|---|---|
| Camera: | 5400 × 3 pixel RGB tri-chromatic sensor |
| Sorting Technology: | AI deep learning & intelligent image processing |
| Interface | 10.1†full HD touch screen, Linux-based OS |
| LED System | 16 million colors, even light, dimming control |
| Matrix Valves | High-speed, accurate, maintenance-free |
| Types | Mark J 400 Color Sorter, Mark J 280 Color Sorter, Mark J 196 Color Sorter, Mark J Max 280 Color Sorter, |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Mark Color Sorter machines transform textile processing with AI-driven color recognition technology. These systems accurately separate fabrics and garments using high-resolution 5400x3 pixel RGB sensors and intelligent image processing, ensuring consistent quality across various materials including natural fibers, synthetics, and blended textiles with exceptional precision and operational reliability. Manufacturing facilities and processing plants benefit from these color sorters' consistent performance across diverse operations. The systems integrate seamlessly into production lines, providing automated sorting solutions that reduce labor requirements while improving output quality and throughput. Available in multiple models including J 400, J 280, J 196, and J Max 280, businesses can select the ideal capacity and features matching their specific production volumes and operational needs. - Sorting finished garments by color for inventory management and distribution - Separating textile waste by color for recycling and sustainable processing - Organizing fabric rolls in manufacturing facilities for streamlined production - Quality control in apparel manufacturing by removing color-defective items - Preparing textiles for dyeing processes through pre-sorting materials
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
Textile AI Color Sorter With 5400x3 Pixel RGB Sensor And High Speed Valves
Mark Color Sorter delivers AI-powered textile sorting with 5400x3 pixel RGB sensors and high-speed valves for precise fabric color separation in manufacturing and quality control applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer