undefined
Apparel & Fashion
Loading subcategories...
View More

Description
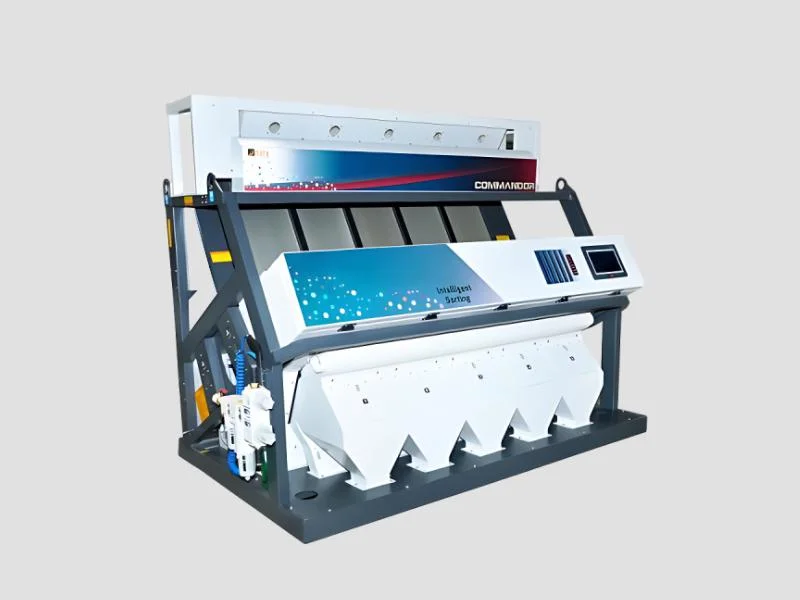
The Advanced Cereals Color Sorter represents cutting-edge optical sorting technology specifically engineered for grain processing applications. Utilizing tri-chromatic CCD cameras ...
The Advanced Cereals Color Sorter represents cutting-edge optical sorting technology specifically engineered for grain processing applications. Utilizing tri-chromatic CCD cameras with 5400 x 3 pixel resolution and FPGA-based high-speed image processing, this machine delivers exceptional accuracy in detecting and removing defective grains, discolored particles, and foreign materials. The system incorporates low-energy LED illumination that provides consistent background lighting, enhancing defect recognition capabilities while optimizing power consumption. With minimal maintenance requirements and an intuitive 10-inch color HMI interface, this color sorter ensures reliable operation and consistent output quality for processing facilities seeking to enhance production efficiency while maintaining stringent quality standards. This sophisticated sorting solution serves multiple segments within the food processing industry, including rice mills, wheat processing plants, pulse cleaning facilities, seed treatment operations, and cereal manufacturing units. The technology proves particularly valuable for export-focused businesses that must adhere to international food safety regulations and quality requirements. Agricultural processing centers, large-scale food manufacturers, and distribution specialists rely on this equipment to maintain uniform product quality across high-volume operations. The machine's adaptability to various grain types makes it indispensable for facilities processing multiple cereal varieties, ensuring consistent quality output regardless of the specific grain being sorted. The Advanced Cereals Color Sorter delivers substantial business value through enhanced operational efficiency, reduced material waste, and improved final product quality. Its reliability stems from robust engineering and premium components that ensure continuous operation with minimal downtime. The machine's high-efficiency sorting capability directly translates to cost savings by reducing manual sorting labor and minimizing product rejection rates. Processing facilities investing in this technology gain competitive advantages through consistent product quality, compliance with food safety standards, and increased customer satisfaction. The system's design focuses on long-term performance and operational consistency, making it a valuable investment that supports business growth and quality objectives. Key Features: - Tri-chromatic CCD camera technology with 5400 x 3 pixel resolution for precise color detection - FPGA-based high-speed image processing system for real-time sorting decisions - Low-energy LED illumination providing even background lighting for accurate defect recognition - 10-inch color HMI interface for user-friendly operation and system monitoring - Robust construction with minimal maintenance requirements for continuous operation Benefits: - Enhanced product quality through precise detection and removal of defective materials - Increased operational efficiency with high-speed processing and minimal downtime - Reduced waste and lower operational costs through accurate sorting performance - User-friendly operation with intuitive controls and monitoring capabilities - Long-term reliability with durable construction and minimal maintenance needs
Specifications
| Attribute | Value |
|---|---|
| Camera Technology | Tri-chromatic CCD, 5400 x 3 pixels |
| Processing | FPGA-based high-speed image processing |
| Lighting | Low-energy LED illumination, even background lighting |
| HMI | 10 |
| Efficiency | Accurate defect recognition, minimal maintenance required |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This advanced color sorting machine delivers precision grain processing for cereals, pulses, and seeds through sophisticated optical recognition technology. It effectively identifies and eliminates discolored grains, defective particles, and foreign materials using high-speed image processing and efficient ejection systems, maintaining consistent quality throughout bulk processing operations. The system is essential for manufacturers prioritizing product purity and compliance with international quality standards across various grain types and processing requirements. With user-friendly controls and continuous operation capabilities, this color sorter adapts seamlessly to high-volume production environments. The robust construction and reliable performance ensure long-term durability and consistent output quality for processing facilities seeking efficient solutions. The machine supports various grain specifications while maintaining optimal sorting accuracy, making it suitable for diverse agricultural processing needs without compromising on performance or efficiency. - Removing discolored and defective grains from rice processing lines to meet export quality standards - Sorting wheat and barley to eliminate foreign particles and ensure purity in flour production - Cleaning pulses like lentils and chickpeas by detecting and removing stones and damaged grains - Processing seeds for agricultural use by separating unhealthy seeds to improve germination rates - Ensuring quality control in cereal production by removing off-color grains and foreign materials
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
Advanced Cereals Color Sorter With Tri Chromatic CCD And AI Processing
Advanced Cereals Color Sorter uses tri-chromatic CCD cameras and AI processing to remove defective grains and foreign particles, ensuring high-quality output for food processing with maximum efficiency and minimal maintenance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer