undefined
Apparel & Fashion
Loading subcategories...
View More

Description
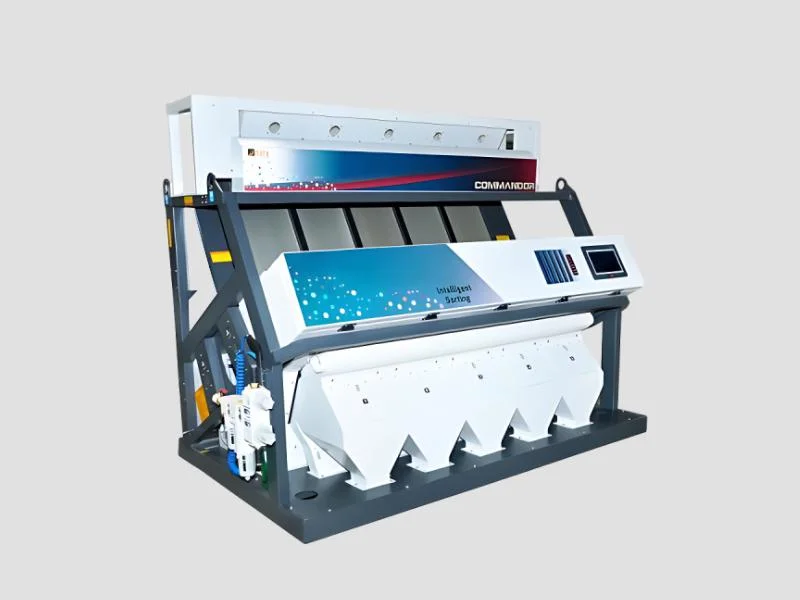
The Smart Max RX Bichromatic Color Sorter represents advanced optical sorting technology specifically engineered for textile and apparel applications. Featuring sophisticated 5000x...
The Smart Max RX Bichromatic Color Sorter represents advanced optical sorting technology specifically engineered for textile and apparel applications. Featuring sophisticated 5000x2 Pixel Bi-Chromatic CCD Color Camera with dual-side detection capabilities, this system identifies subtle color variations and detects defects as small as 0.02mm. The high-speed digital processing technology combined with an intuitive LCD TFT touch screen interface ensures both precision and operational simplicity. With robust construction and advanced vision control, this color sorter delivers reliable performance for businesses demanding exceptional sorting accuracy in their production processes. This advanced sorting machine serves multiple sectors within textile and manufacturing industries. Textile producers utilize it for sorting fabrics and threads by color consistency, while garment manufacturers rely on it for quality control by removing defective items from production lines. Recycling operations employ the system to separate mixed materials based on color and composition, and dye facilities use it to maintain consistent dye lot quality. The technology also supports accessory production by sorting components like buttons and trims, ensuring color-matching precision across manufacturing batches. The operational value of the Smart Max RX Color Sorter lies in its reliability and efficiency, directly impacting production outcomes through reduced waste and improved product quality. Its 1 millisecond fast-switching ejector valves and capacity for 1000 ejections per second ensure high throughput while maintaining sorting accuracy. The system's precision detection capabilities allow operations to meet specific product requirements, providing flexibility across different applications. This combination of speed, accuracy, and adaptability makes it a valuable investment for enhancing quality control processes while optimizing operational costs. Key Features: - 5000x2 Pixel Bi-Chromatic CCD Color Camera with dual-side detection - Detection capability for discolored areas and defects smaller than 0.02mm - 1 millisecond fast-switching ejector valves with 1000 ejections per second capacity - LCD TFT touch screen interface for intuitive operation and control - Advanced optical sorting system with high-speed vision and digital processing Benefits: - Enhanced sorting accuracy through precise defect detection technology - Increased production efficiency with high-speed processing capabilities - Reduced material waste through accurate color and defect identification - Simplified operation with user-friendly touch screen interface - Consistent quality control across various textile and apparel applications
Specifications
| Attribute | Value |
|---|---|
| Camera Technology | 5000x2 Pixel Bi-Chromatic CCD Color Camera, dual side. |
| Sorting Accuracy | Detects discolored areas less than 0.02 mm. |
| Ejector Valves | 1 millisecond fast-switching valves, up to 1000 ejections/second. |
| Touch Screen Interface | LCD TFT touch screen for easy operation. |
| High-Speed Processing – | Advanced optical sorting system with high-speed vision control and digital processing. |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Smart Max RX Bichromatic Color Sorter delivers exceptional precision for textile and apparel operations, efficiently sorting fabrics, threads, and garments by color consistency and defect detection. Its advanced optical system ensures consistent quality control, making it indispensable for manufacturers requiring high accuracy in material classification and production efficiency. This color sorting system is engineered for high-volume operations with fast-switching ejector valves capable of 1000 ejections per second. The user-friendly LCD TFT touch screen simplifies operation while maintaining rigorous standards, making it suitable for fashion manufacturing, textile recycling, and quality assurance processes across multiple industries. - Sorting textile scraps by color for efficient recycling and reuse in sustainable production - Removing defective garments and fabrics during quality control in apparel manufacturing - Classifying threads and yarns by color consistency in textile mills and production facilities - Ensuring uniform dye lots in fabric production to maintain consistent color accuracy - Separating mixed clothing items in recycling operations based on color and material composition
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
Textile Apparel Color Sorter With 5000x2 Pixel CCD And 0.02mm Accuracy
Smart Max RX Bichromatic Color Sorter features 5000x2 pixel CCD camera technology detecting defects smaller than 0.02mm for superior apparel sorting accuracy with high-speed processing and touch screen operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer