₹
Apparel & Fashion
Loading subcategories...
View More

Description
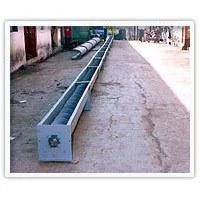
Industrial Slat Conveyors are engineered for reliable, overhead transportation of bagged goods in industrial packing and material handling operations. These systems feature a durab...
Industrial Slat Conveyors are engineered for reliable, overhead transportation of bagged goods in industrial packing and material handling operations. These systems feature a durable slat design and are offered in two robust drive configurations: the three-wheel or towhead pillar type drive, and the wheel construction with caterpillar type drive. Built for continuous, heavy-duty operation, they ensure smooth and efficient movement of packed products along production lines, reducing bottlenecks and manual labor. Their sturdy construction prioritizes longevity and seamless integration into various industrial settings where consistent, dependable material handling is paramount for operational success. These conveyors serve a wide range of industries, including edible oil processing, chemical manufacturing, cement production, mining, steel plants, beverage bottling, pharmaceutical production, and sugar refining. Their versatility allows them to perform reliably in diverse conditions, from environments requiring strict hygiene to those exposed to abrasive materials or variable temperatures. This cross-industry applicability stems from their ability to efficiently transport heavy, bulky bags, supporting high-capacity production needs and ensuring a seamless flow of materials from processing to packaging and dispatch areas. The business value of these slat conveyors lies in their proven reliability and contribution to reduced operational costs. Their robust design minimizes unplanned downtime and lowers long-term maintenance expenses, delivering consistent performance and a strong return on investment. The availability of different drive options provides flexibility, allowing operations to select the most suitable configuration for their specific load, speed, and spatial requirements. This focus on durability and operational suitability makes them a trusted asset for companies aiming to optimize packing line efficiency, enhance workplace safety by reducing manual handling, and gain a competitive edge through improved productivity and logistical reliability. Key Features: - Available in two durable drive types: three-wheel/towhead pillar drive and wheel/caterpillar drive. - Constructed with heavy-duty materials for long-lasting performance in industrial environments. - Designed specifically for efficient overhead conveying of bagged products. - Engineered for continuous operation with minimal maintenance requirements. - Configurable to adapt to different plant layouts and specific material handling needs. Benefits: - Enhances production line efficiency with reliable, continuous bag transportation. - Reduces manual labor and associated costs while improving workplace safety. - Minimizes operational downtime due to robust construction and reliable drive systems. - Offers flexibility with multiple drive options to match specific speed and load demands. - Provides a durable, long-term solution that lowers total cost of ownership through reduced maintenance.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
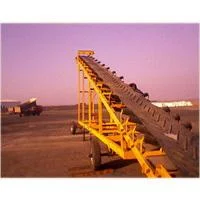
Industrial Slat Conveyors deliver continuous, heavy-duty transportation for bagged goods across demanding production environments. Their robust construction and reliable drive systems ensure smooth material flow, minimizing manual handling and maximizing throughput in high-volume operations. These systems are engineered to withstand rigorous use while maintaining consistent performance, making them essential for maintaining efficient logistics within industrial facilities. Available in both three-wheel/towhead pillar drive and wheel/caterpillar drive configurations, these conveyors offer operational flexibility to suit specific plant layouts and load requirements. This adaptability makes them suitable for diverse sectors, from food-grade processing to harsh chemical environments, where dependable bag handling is critical for productivity and safety. Their design focuses on reducing downtime and simplifying integration into existing packing lines. - Transporting bagged cement, aggregates, and construction materials in manufacturing and batch plants. - Moving packaged edible oils, flour, sugar, and refinery products through food processing facilities. - Handling chemical bags, fertilizers, and industrial powders in production and warehousing operations. - Conveying bagged pharmaceuticals, ingredients, and beverages in controlled hygienic environments. - Supporting mining, steel, and heavy industry by moving packed raw materials and finished products.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Konark Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Slat Conveyors For Bag Handling Three Wheel Caterpillar Drive
Industrial Slat Conveyors for reliable bag handling feature durable three-wheel or caterpillar drive options. Ideal for heavy-duty use in food, chemical, and material processing industries to streamline packing lines.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Konark Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer