₹
Apparel & Fashion
Loading subcategories...
View More

Description
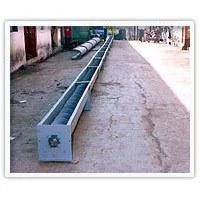
Premium Redler Conveyors deliver exceptional performance in bulk material handling with capacities reaching 200 tons per hour and 90% operational efficiency. These engineered syste...
Premium Redler Conveyors deliver exceptional performance in bulk material handling with capacities reaching 200 tons per hour and 90% operational efficiency. These engineered systems feature enclosed chain-driven mechanisms that ensure minimal product loss and prevent environmental contamination. The conveyors maintain consistent material flow rates while operating reliably in demanding industrial settings. Built with precision engineering and quality components, they provide continuous operation capabilities essential for modern processing facilities. Their design focuses on maintaining product integrity throughout the transportation process, making them suitable for various material types and industrial requirements. These conveyors serve critical functions across multiple industrial sectors including food processing, pharmaceuticals, chemicals, agriculture, and mining operations. In food processing environments, they maintain strict hygiene standards while transporting ingredients such as flour, sugar, and various grains. Pharmaceutical manufacturers depend on them for contaminant-free material transfer between production stages. Chemical facilities utilize their sealed design for safe handling of powders and compounds. Agricultural operations benefit from efficient grain transportation systems, while mining and construction sectors use them for moving aggregates and raw materials with minimal product degradation. The business value of Premium Redler Conveyors extends beyond basic material transportation to encompass operational efficiency, cost management, and system reliability. Their robust construction ensures extended service life with minimal maintenance requirements, significantly reducing operational downtime and repair expenses. The high efficiency rating translates to lower energy consumption per ton of material handled, contributing to reduced operating costs. The enclosed design minimizes cleaning requirements and prevents material loss, while the reliable performance ensures consistent production output. These factors combine to deliver substantial return on investment through enhanced productivity and optimized operational expenditures. Key Features: - 200 TPH handling capacity for high-volume material transfer - 90% operational efficiency minimizing product loss - Enclosed chain-driven system preventing contamination - Robust construction for long-term durability - Consistent performance in demanding environments Benefits: - Reduced material loss through efficient enclosed design - Lower operational costs with high energy efficiency - Minimal maintenance requirements for cost savings - Reliable continuous operation reducing downtime - Long service life providing excellent value
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Redler Conveyors efficiently transport bulk materials while maintaining product integrity across various industries. The enclosed chain-driven system prevents contamination and spillage, making them ideal for food, pharmaceutical, and chemical applications where hygiene is paramount. These conveyors handle powders, granules, and free-flowing materials with minimal degradation, ensuring consistent quality throughout the transfer process. These robust systems serve demanding environments including agriculture, mining, and construction sectors. Their durable construction withstands harsh conditions while maintaining reliable performance in grain transport, mineral handling, and aggregate movement. The conveyors' design allows for smooth material flow with minimal energy consumption, providing efficient operation in continuous processing applications where downtime must be avoided. - Food processing facilities for hygienic transfer of flour, sugar, and grains - Chemical plants handling powdered compounds and raw materials safely - Agricultural operations for efficient grain transport and storage systems - Mining and quarrying operations moving aggregates and minerals - Pharmaceutical manufacturing ensuring contamination-free material transfer
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Konark Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Redler Conveyors For Bulk Material Handling Up To 200 TPH
Premium Redler Conveyors handle bulk materials up to 200 TPH with 90% efficiency. Ideal for food processing, chemicals, and mining industries requiring reliable, high-capacity conveying solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Konark Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer