₹
Apparel & Fashion
Loading subcategories...
View More
Description
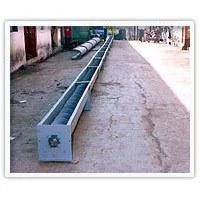
The industrial screw conveyor is a dependable mechanical system designed for efficient handling and transportation of bulk materials. It operates using a rotating helical screw wit...
The industrial screw conveyor is a dependable mechanical system designed for efficient handling and transportation of bulk materials. It operates using a rotating helical screw within an enclosed trough or tube, effectively moving materials in powder, granular, or semi-solid form. Constructed from durable mild steel or corrosion-resistant stainless steel, this conveyor withstands rigorous industrial use. Available in a practical diameter range from 75mm to 1000mm, it offers flexibility to match specific capacity and space requirements, ensuring reliable material flow with minimal energy consumption and reduced risk of spillage or contamination. The system's simple yet effective design makes it a fundamental component for automated material handling across diverse industrial settings. This conveyor serves as a vital link in material handling chains for numerous critical industries. In construction and cement production, it reliably transports abrasive materials like sand, cement, and aggregates. Food processing plants depend on its contained design for hygienic movement of ingredients such as flour, grains, and sugar. The chemical manufacturing sector utilizes it for safe handling of fertilizers, polymers, and industrial powders. Agricultural operations integrate it into grain storage and feed processing systems for efficient bulk transfer, while waste management facilities rely on its robustness to move recyclables and bulk waste materials. Each application benefits from the conveyor's ability to maintain operational efficiency and environmental control through contained material transfer. The business value of this screw conveyor is rooted in operational reliability, durability, and contribution to streamlined processes. It significantly reduces labor costs associated with manual material handling while minimizing product loss and ensuring consistent supply to downstream processes. The robust design translates to lower maintenance needs and extended operational lifespan, delivering strong return on investment. The choice between mild steel and stainless steel constructions allows selection of optimal balance between strength and corrosion resistance for specific environments, ensuring long-term performance and protecting material quality throughout the transfer cycle. This reliability makes it a trusted component for operations where consistent material flow directly impacts productivity and profitability. Key Features: - Constructed from choice of mild steel for general use or stainless steel for corrosive or hygienic environments. - Available in wide diameter range from 75mm to 1000mm to suit various material volumes and flow rates. - Efficient helical screw design ensures smooth, consistent material movement with low power requirements. - Enclosed trough design prevents material spillage, dust generation, and protects against external contamination. - Robust build quality engineered for reliable operation under diverse industrial conditions and material types. Benefits: - Enhances operational efficiency by automating bulk material transfer, reducing manual labor and handling time. - Minimizes product loss and waste through fully enclosed, leak-resistant transportation system. - Provides durable, long-lasting solution with robust construction that lowers long-term maintenance costs. - Ensures process consistency and reliability, preventing bottlenecks and supporting continuous production flow. - Offers material compatibility and hygiene with stainless steel option, ideal for food, chemical, and sensitive applications.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial screw conveyor provides consistent, contained transfer of bulk materials like powders, granules, and semi-solids. Its versatile design supports horizontal, inclined, or vertical movement, making it essential for maintaining smooth production flow and minimizing manual handling. The robust construction in mild or stainless steel ensures durability under varying pressures and temperatures, offering a long-lasting solution for demanding material handling tasks. With diameters from 75mm to 1000mm, this conveyor system accommodates specific volume requirements and space constraints. This adaptability allows seamless integration into both new and existing production lines, providing a precise fit for material handling needs. Its reliable performance is critical where spillage, contamination, or process interruption must be avoided, ensuring operational continuity and product integrity throughout the transfer process. - Cement and construction plants for moving cement, sand, aggregates, and dry mix materials efficiently. - Food processing facilities for transporting grains, flour, sugar, spices, and powdered ingredients hygienically. - Chemical and fertilizer manufacturing for handling bulk powders, granules, plastics, and industrial compounds safely. - Agricultural operations including grain storage systems, feed mills, and seed processing for bulk transfer. - Waste management and recycling centers for conveying bulk waste, recyclables, and biomass materials reliably.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Konark Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Screw Conveyor For Bulk Material Handling In Mild And Stainless Steel
Industrial screw conveyor for bulk material handling in mild or stainless steel with diameters from 75mm to 1000mm. Efficiently transports powders, granules, and semi-solids for reliable industrial material transfer across multiple sectors.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Konark Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer