₹
Apparel & Fashion
Loading subcategories...
View More

Description
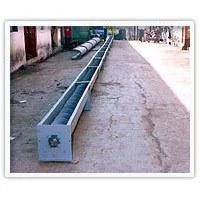
The Reddler Inclined Screw Conveyor represents advanced engineering for industrial material handling challenges. Designed specifically for inclined and vertical transportation, thi...
The Reddler Inclined Screw Conveyor represents advanced engineering for industrial material handling challenges. Designed specifically for inclined and vertical transportation, this robust system moves meat trolleys, bulk materials, and packaged goods between different facility levels with exceptional reliability. Its heavy-duty construction ensures continuous operation in demanding environments while maintaining consistent performance. The conveyor features simplified installation procedures and straightforward operation, reducing implementation time and technical complexity. This system offers reliable material transfer solutions that integrate seamlessly with existing operations, providing dependable performance day after day. This conveyor serves essential roles across multiple industries with demanding material handling needs. In food processing facilities, it safely transports meat products between processing, packaging, and storage areas while meeting necessary hygiene standards. Agricultural operations utilize it for vertical movement of grains, seeds, and feed materials in storage and processing facilities. Pharmaceutical and chemical plants rely on its efficient design for handling materials between production floors. Manufacturing and industrial sectors implement it for component transfer along production lines, optimizing workflow between different operational levels. Each application benefits from the conveyor's reliable performance and efficient material transfer capabilities. The Reddler Conveyor delivers significant operational value through efficiency improvements and reliable performance. Its automated material handling minimizes manual labor requirements while increasing throughput capacity between different facility levels. The low-maintenance design reduces downtime and service costs, ensuring consistent operation with minimal intervention. Built with industrial-grade components, it offers long-term reliability that protects your investment. The system's efficient operation translates to reduced energy consumption and lower operational costs over time. Businesses benefit from improved workflow efficiency and reduced material handling challenges across their operations. Key Features: - Heavy-duty construction with industrial-grade materials for durability - Precision-engineered inclined design for efficient vertical transport - Simplified installation process requiring minimal technical expertise - Low-maintenance operation with accessible service components - Reliable performance in demanding industrial environments Benefits: - Increases material handling efficiency between different facility levels - Reduces manual labor requirements through automated operation - Minimizes maintenance costs with accessible service components - Provides long-term reliability with industrial-grade construction - Improves workflow efficiency across production and processing operations
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
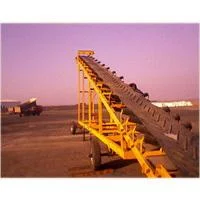
The Reddler Inclined Screw Conveyor provides efficient vertical transportation for meat trolleys, packaged goods, and various bulk materials in industrial environments. Its space-saving inclined design ensures smooth, continuous material flow between different working heights, making it perfect for facilities with spatial constraints. This system delivers consistent performance across food processing plants, agricultural storage operations, manufacturing lines, and pharmaceutical production facilities. It handles diverse materials including raw ingredients, finished products, and industrial components with reliable operation. The conveyor's robust construction and efficient design support demanding material handling requirements across multiple industry sectors. Real-world applications: - Transporting meat trolleys between processing and packaging zones in meat processing facilities - Moving grains and seeds vertically within agricultural storage and handling systems - Conveying packaged products across different levels in warehousing and distribution centers - Handling powdered raw materials safely between production floors in chemical plants - Transferring assembly components between different levels in manufacturing and automotive plants
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Konark Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Reddler Inclined Screw Conveyor For Meat Trolleys Bulk Materials
Reddler Inclined Screw Conveyor efficiently moves meat trolleys and bulk materials between levels. This reliable industrial conveyor is easy to install and maintain, ideal for food processing, agriculture, and manufacturing operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Konark Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer