₹
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial chain conveyor systems are engineered material handling solutions designed for rigorous, continuous operation in demanding industrial environments. These systems utilize...
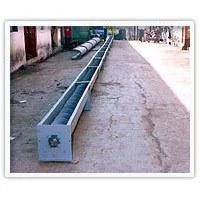
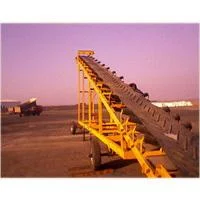
Industrial chain conveyor systems are engineered material handling solutions designed for rigorous, continuous operation in demanding industrial environments. These systems utilize a powered, continuous chain mechanism with single pendants to provide dependable transportation of heavy and bulky loads throughout manufacturing and logistics facilities. Built with precision engineering and high-strength materials, our conveyors ensure smooth, consistent movement under challenging conditions, supporting uninterrupted material flow. They are designed to deliver the reliable performance that industrial operations depend on for maintaining production schedules, optimizing workflow, and minimizing handling bottlenecks. The focus on quality construction and proven design principles ensures these systems meet the exacting standards required for modern industrial automation. These systems serve as critical infrastructure across key industrial sectors. In automotive manufacturing, they are indispensable for transporting vehicle bodies and major assemblies through paint shops, body shops, and final assembly lines. The heavy equipment and appliance manufacturing industries utilize them to move large products and sub-assemblies during production. Within logistics and distribution, they automate the movement of pallets and unit loads in warehouses and cross-docking facilities. Furthermore, metalworking and processing plants employ these conveyors to transfer components through various stages like heat treatment, surface finishing, and inspection. Their inherent durability and adaptability make them essential for environments requiring robust, continuous material movement with high reliability and low maintenance, supporting diverse operational needs across multiple industries. Implementing our industrial chain conveyor systems delivers substantial business value through enhanced operational reliability and reduced unplanned downtime. The robust construction and proven design ensure long service life with predictable maintenance, offering an excellent return on investment. This reliability directly translates to lower operational costs, increased production throughput, and greater scheduling certainty. By providing consistent, efficient material movement, these systems reduce manual handling risks, improve workplace safety, and support scalability. They represent a strategic investment in foundational infrastructure that drives productivity, supports growth, and strengthens your operational resilience for years to come. The focus on quality and reliability ensures these systems integrate seamlessly into your operations, delivering consistent performance that supports your business objectives. Key Features: - Powered continuous chain drive system for consistent and reliable material transportation. - Single pendant carrying mechanism designed for secure and stable handling of heavy loads. - Constructed from high-grade, industrial-strength materials for maximum durability and longevity. - Configurable design to accommodate specific facility layouts, load requirements, and process flows. - Engineered for heavy-duty industrial applications, capable of withstanding continuous operation. Benefits: - Maximizes operational uptime and reliability with a design focused on minimal interruption. - Enables efficient and safe transportation of heavy, bulky, and awkward loads. - Reduces long-term maintenance costs and frequency through durable construction and quality components. - Offers layout flexibility to integrate seamlessly into existing or new production and logistics environments. - Delivers consistent performance that supports higher production efficiency and optimized workflow.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial chain conveyor systems provide the continuous, heavy-duty backbone for material handling where reliability is critical. Their robust construction efficiently moves substantial loads like automotive frames, industrial components, and packaged goods through demanding production and logistics environments. These systems maintain consistent operation in high-volume settings while adapting to various spatial layouts and specific material flow requirements, ensuring minimal interruption to your core processes. Multiple sectors rely on these conveyor systems for their essential material transportation needs, including automotive assembly plants, heavy equipment manufacturing, metal processing facilities, and large-scale distribution centers. The system's versatility supports diverse applications from assembly line transfers and process sequencing to warehouse automation and inter-departmental logistics. Their durable engineering withstands challenging industrial conditions, including continuous operation and significant payloads, delivering long-term operational efficiency and supporting sustained productivity. - Automotive assembly lines for moving vehicle chassis and bodies through painting, welding, and assembly stations. - Heavy machinery manufacturing plants for transporting large components and sub-assemblies between fabrication and assembly areas. - Distribution and logistics centers for automated handling of palletized goods and unit loads. - Metal fabrication and finishing shops for moving parts through cutting, welding, grinding, and coating processes. - Production facilities for sequenced transfer of components between different manufacturing cells and workstations.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Konark Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Chain Conveyor Systems For Automation Material Handling
Industrial Chain Conveyor Systems feature powered continuous chains and single pendants for reliable heavy-load transport in automotive, manufacturing, and logistics automation material handling operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Konark Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer