₹
Apparel & Fashion
Loading subcategories...
View More

Description
The Textile Mill Dust Control Filter Compactor System represents a significant advancement in industrial dust and fibre management technology. This system is specifically engineere...
The Textile Mill Dust Control Filter Compactor System represents a significant advancement in industrial dust and fibre management technology. This system is specifically engineered to provide a compact, highly efficient solution for capturing and handling waste generated during textile manufacturing processes. Utilizing advanced filtration technology, it effectively separates dust and microfibres from the air stream before compacting the recovered material into dense, manageable forms for easy disposal or potential recycling. This modern approach eliminates the inefficiencies of traditional large cyclone rooms, offering a streamlined, space-saving design that integrates smoothly into existing mill layouts. The system operates with exceptional reliability, ensuring consistent performance while contributing to a cleaner, safer, and more organized industrial environment. Built for durability and ease of use, it requires minimal manual intervention and significantly reduces the operational burden on plant maintenance teams. This system serves as an indispensable solution across the textile industry, particularly within spinning mills, weaving units, and synthetic fibre production facilities. Its primary application centers on the blowroom section where initial processing of cotton or other fibres generates substantial dust and waste. The system effectively captures fly and lint near carding machines, combers, and drawing frames, preventing airborne particles from circulating and settling on machinery or finished products. Beyond traditional spinning operations, it serves non-woven fabric manufacturers and other facilities where airborne particulate control is crucial for maintaining product quality and complying with health and safety regulations. The system's ability to recover valuable fibres makes it particularly valuable for sustainability-focused operations, transforming waste into potential resources while supporting environmental compliance. The business value of this filter compactor system is demonstrated through its direct contribution to operational efficiency, cost reduction, and regulatory compliance. By replacing traditional cyclone rooms, it immediately frees up valuable factory floor space that can be repurposed for revenue-generating activities or additional machinery. The high-efficiency filtration technology significantly improves indoor air quality, enhancing worker health and safety while helping meet stringent occupational exposure limits. The reliable automated compaction mechanism substantially reduces manual labor requirements for waste handling and cleaning, leading to lower operational costs and minimized production downtime. The system's robust construction ensures long-term performance in demanding environments, protecting your investment and delivering strong returns through sustained operational efficiency and reduced maintenance requirements. Key Features: - Advanced filtration technology for superior dust and microfibre separation - Integrated compactor unit transforming waste into dense, manageable bales - Compact space-saving design eliminating need for large cyclone rooms - Customizable configuration to suit specific mill layouts and operational needs - Robust construction built for reliable continuous operation in demanding environments Benefits: - Significant floor space savings by replacing bulky cyclone room systems - Improved indoor air quality enhancing worker safety and health conditions - Reduced manual labor requirements through automated waste compaction - Valuable fibre recovery potential for recycling or repurposing initiatives - Enhanced operational efficiency with minimal maintenance requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This high-capacity filter compactor system is engineered for demanding textile manufacturing environments where effective dust and microfibre management is essential. It seamlessly integrates into existing blowroom lines, providing a compact and powerful alternative to traditional, space-consuming cyclone rooms. The robust design handles continuous operation, capturing fine particulate matter from various machinery suction points with consistent performance and reliability. Ideal for modern spinning mills, yarn production facilities, and fibre processing plants seeking to optimize waste recovery and air quality systems. The unit is particularly suited for operations looking to reduce physical footprint, minimize manual waste handling, and enhance environmental control within production areas. This contributes to improved worker safety and operational efficiency while maintaining consistent manufacturing quality standards. - Primary dust and lint filtration in textile spinning mill blowrooms - Replacement system for outdated cyclone rooms to save significant floor space - Fibre waste recovery and compaction from carding, combing, and drawing frames - Centralized air filtration systems for improving indoor air quality in large plants - Capturing and compacting microfibres and fly from ring frames and rotors
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
airwaves, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Apparel & Fashion•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
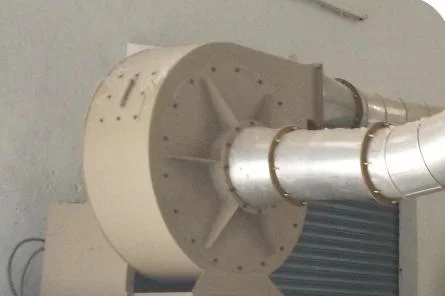
Textile Mill Dust Control Filter Compactor System For Fibre Recovery
Upgrade textile mill dust control with our advanced filter compactor system for superior fibre recovery. This reliable system replaces cyclone rooms, ensuring efficient dust separation and improved air quality for cleaner, productive manufacturing environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
airwaves Tamil Nadu, India
Tamil Nadu, India
Apparel & FashionManufacturer