₹
Apparel & Fashion
Loading subcategories...
View More

Description
The Industrial Centrifugal Fan 75,000 CMH represents advanced air movement technology engineered for demanding industrial environments. This heavy-duty fan delivers exceptional air...
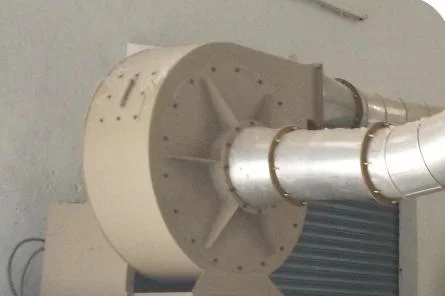
The Industrial Centrifugal Fan 75,000 CMH represents advanced air movement technology engineered for demanding industrial environments. This heavy-duty fan delivers exceptional airflow capacity while maintaining high static pressure performance, ensuring reliable operation in the most challenging conditions. Designed with precision-balanced impellers and robust construction, it provides consistent air movement for ventilation, extraction, and material handling applications. The energy-efficient operation significantly reduces power consumption, making it both economically viable and environmentally responsible for continuous industrial use across various sectors. This centrifugal fan serves critical functions across multiple industrial sectors where large-volume air movement is essential. In manufacturing facilities, it provides powerful ventilation and temperature control for optimal working conditions. Processing plants utilize its capabilities for dust collection and fume extraction, maintaining clean air quality and safety standards. The fan proves equally effective in material handling applications, supporting pneumatic conveying systems in food processing, pharmaceutical, and chemical industries. Its versatility extends to power generation facilities where it supplies combustion air and cooling functions, demonstrating broad applicability across diverse industrial operations. The business value of this centrifugal fan lies in its proven reliability, operational efficiency, and long-term performance consistency. Engineered for continuous operation with minimal maintenance requirements, it significantly reduces downtime and operational costs while maximizing productivity. The energy-efficient design translates to substantial cost savings over the equipment's lifespan, providing excellent return on investment. Built to withstand harsh industrial environments, it offers exceptional durability and consistent performance, ensuring uninterrupted operations. This reliability makes it a trusted choice for professionals who prioritize equipment that delivers both immediate performance benefits and long-term operational value. Key Features: - 75,000 CMH airflow capacity for large-scale industrial applications - High static pressure capability for effective air movement against resistance - Energy-efficient motor design reducing power consumption - Heavy-duty construction ensuring durability in demanding environments - Precision-balanced impeller minimizing vibration and noise levels Benefits: - Consistent performance in demanding industrial conditions - Reduced energy consumption leading to lower operational costs - Minimal maintenance requirements for continuous operation - Enhanced workplace safety through effective air quality management - Long service life with reliable component construction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This heavy-duty centrifugal fan handles demanding air movement challenges across multiple industrial sectors. Its 75,000 CMH capacity and high static pressure capability make it ideal for large-scale ventilation systems, fume extraction, and material conveyance processes where consistent airflow under resistance is essential for operational efficiency and workplace safety standards. The fan's robust construction and energy-efficient design ensure reliable performance in challenging environments including manufacturing plants, processing facilities, and industrial complexes. It provides versatile air handling solutions for both supply and exhaust applications, maintaining optimal conditions while reducing operational costs through efficient power consumption and minimal maintenance requirements. - Industrial ventilation systems in manufacturing plants and large facilities - Fume and smoke extraction in metalworking and welding operations - Dust collection and air filtration in processing and textile industries - Material conveying systems for powders and granules in production plants - Combustion air supply and cooling applications in power generation
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
airwaves, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Apparel & Fashion•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Centrifugal Fan 75,000 CMH High Static Pressure Energy Efficient
Industrial Centrifugal Fan delivers 75,000 CMH airflow with high static pressure and energy-efficient operation for industrial ventilation, air extraction, and material handling applications requiring reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
airwaves Tamil Nadu, India
Tamil Nadu, India
Apparel & FashionManufacturer