₹
Apparel & Fashion
Loading subcategories...
View More

Description
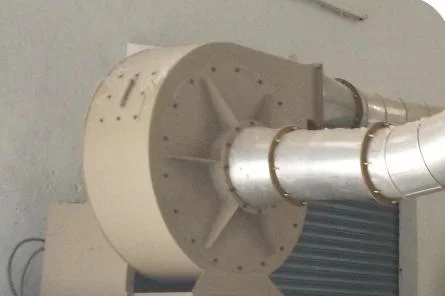
This industrial centrifugal fan delivers exceptional performance with a massive 60,000 CMH airflow capacity, designed specifically for heavy-duty ventilation and air handling appli...
This industrial centrifugal fan delivers exceptional performance with a massive 60,000 CMH airflow capacity, designed specifically for heavy-duty ventilation and air handling applications. Engineered with precision, it ensures reliable operation in demanding industrial environments where consistent air movement is crucial. The fan's robust construction and advanced aerodynamic design provide superior efficiency and pressure stability, making it an ideal solution for large-scale systems requiring powerful suction and ventilation capabilities. Its durability and performance make it a trusted choice for serious buyers seeking long-term reliability in their operational infrastructure. This centrifugal fan serves multiple industries that require efficient air management solutions. In textile manufacturing, it handles fibre waste removal and maintains clean air quality in spinning and processing plants. Metalworking facilities utilize it for fume extraction and workshop ventilation, while chemical plants rely on its capacity for material conveying and exhaust systems. Large commercial and industrial HVAC systems incorporate this fan for air handling in warehouses, manufacturing halls, and processing areas where massive air volume movement is essential for both environmental control and process requirements. The business value of this centrifugal fan lies in its exceptional reliability and operational efficiency, reducing downtime and maintenance costs while delivering consistent performance. Its sturdy construction ensures long service life even in harsh industrial conditions, providing excellent return on investment. The engineering excellence allows businesses to integrate the fan perfectly into existing systems, ensuring optimal performance. This combination of quality, reliability, and adaptability makes it a superior choice for businesses looking to enhance their air management capabilities with a proven, industrial-grade solution. Key Features: - High capacity 60,000 CMH airflow for large-scale industrial applications - Dynamically balanced impeller for smooth operation and reduced vibration - Sturdy construction designed for durability in harsh environments - Advanced aerodynamic design for superior efficiency and pressure stability - Engineered for efficient ventilation, air handling, and suction systems Benefits: - Consistent performance reduces operational downtime and maintenance costs - Long service life provides excellent return on investment in harsh conditions - Superior air movement capabilities enhance process efficiency and safety - Reliable operation ensures continuous performance in demanding environments - Optimal integration into existing systems for seamless air management
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This high-capacity centrifugal fan handles large-scale industrial ventilation and air movement where consistent airflow and pressure are critical for operational safety and process efficiency. Its robust construction withstands harsh conditions involving dust, fumes, and high temperatures commonly found in manufacturing and processing facilities, ensuring reliable performance in demanding applications across multiple industries. Industries including metalworking, chemical processing, textiles, and large-scale HVAC rely on this fan for critical air management. It supports processes requiring precise air control, including material handling, exhaust systems, and maintaining clean air standards in workshops and production areas. The unit's engineering allows it to meet specific operational needs across different sectors while maintaining consistent performance. - Textile manufacturing plants for cotton and fibre waste suction and removal - Dust and fume extraction systems in metal fabrication and welding facilities - Industrial ventilation systems in large warehouses and manufacturing halls - HVAC air handling units for large workshops, factories, and process areas - Material conveying and air filtration systems in chemical and pharmaceutical plants
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
airwaves, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Apparel & Fashion•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Centrifugal Fan 60,000 CMH Airflow Heavy Duty Ventilation
Industrial centrifugal fan delivering 60,000 CMH airflow for heavy-duty ventilation, air handling, and industrial suction systems. Built for reliability in demanding manufacturing and workshop environments with robust construction and efficient performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
airwaves Tamil Nadu, India
Tamil Nadu, India
Apparel & FashionManufacturer