₹
Apparel & Fashion
Loading subcategories...
View More
Description
Industrial centrifugal fans with 12,000 and 75,000 CMH airflow capacities are engineered for demanding air movement applications in industrial settings. These heavy-duty units prov...
Industrial centrifugal fans with 12,000 and 75,000 CMH airflow capacities are engineered for demanding air movement applications in industrial settings. These heavy-duty units provide reliable ventilation, air suction, and waste collection capabilities, featuring dynamically balanced impellers and rigid construction that minimize vibration and noise. Built for continuous operation, they deliver consistent airflow performance in medium to high-capacity systems, ensuring efficient air handling across various industrial environments. Their durable design and precision engineering make them suitable for applications where dependable air movement is essential for maintaining operational standards and system integrity. These centrifugal fans serve critical functions across multiple industrial sectors including manufacturing, textiles, HVAC, waste management, and process industries. In manufacturing plants, they support dust and fume extraction systems to maintain clean working environments. Textile facilities utilize them for spinning waste collection and fiber extraction processes. For HVAC applications, they provide exhaust and air supply in large commercial and industrial buildings, while waste management operations rely on them for material conveying and air filtration. Their versatility extends to boiler combustion air supply and pneumatic conveying systems in process industries, where reliable air movement is fundamental to production efficiency and safety compliance. The value proposition of these centrifugal fans centers on their reliability, energy efficiency, and extended service life, which collectively reduce operational downtime and maintenance expenses. Engineered to withstand harsh industrial conditions and continuous operation, they provide dependable performance that enhances overall system productivity and efficiency. Their proven track record in real-world applications ensures consistent value delivery, making them a trusted choice for businesses seeking quality industrial air movement solutions. The robust construction and precision engineering translate into long-term operational savings and improved system performance for facilities requiring reliable ventilation and air handling capabilities. Key Features: - Two airflow capacity options: 12,000 CMH and 75,000 CMH for varied industrial requirements - Dynamically balanced impellers ensure smooth operation with minimal vibration - Heavy-duty construction designed for continuous operation in demanding environments - Customizable configurations available including silencers and dampers - Suitable for ventilation, air suction, and waste collection applications Benefits: - Reliable performance reduces system downtime and maintenance requirements - Energy-efficient operation lowers long-term operational costs - Durable construction ensures extended service life in harsh conditions - Versatile application across multiple industrial processes and environments - Consistent airflow delivery maintains system efficiency and productivity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These heavy-duty centrifugal fans provide powerful air handling solutions for industrial ventilation, suction, and exhaust systems. With capacities of 12,000 CMH and 75,000 CMH, they maintain consistent performance in demanding environments where air movement is critical to operational efficiency and safety standards. Their robust construction ensures reliable operation in factories, plants, and large-scale facilities requiring continuous airflow management. Versatile in application, these fans serve multiple industrial processes including dust extraction, fume removal, and material conveying. They integrate seamlessly into existing systems for HVAC upgrades, process air supply, and waste management operations. Designed for durability and performance, they handle challenging conditions while maintaining energy efficiency and compliance with industrial requirements for air quality control and environmental management. - Textile manufacturing facilities for fiber extraction and spinning waste collection - Industrial plants for dust and fume removal in production areas - Large building HVAC systems for exhaust and air supply - Process industries for boiler combustion air and pneumatic conveying - Waste management facilities for material handling and air filtration systems
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
airwaves, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Apparel & Fashion•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
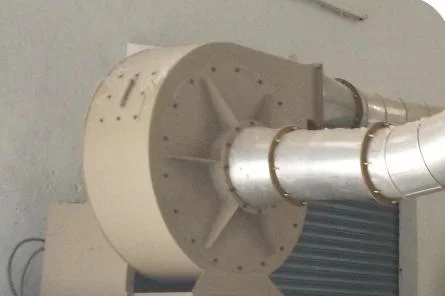
Industrial Centrifugal Fans 12,000 75,000 CMH Airflow Ventilation
Industrial centrifugal fans with 12,000 and 75,000 CMH airflow capacities deliver reliable ventilation, air suction, and waste collection for demanding industrial environments.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
airwaves Tamil Nadu, India
Tamil Nadu, India
Apparel & FashionManufacturer






