₹
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial centrifugal chemical process pumps are engineered specifically for handling corrosive, abrasive, and high-purity fluids in demanding industrial environments. These pumps...
Industrial centrifugal chemical process pumps are engineered specifically for handling corrosive, abrasive, and high-purity fluids in demanding industrial environments. These pumps feature robust construction with carefully selected corrosion-resistant materials that withstand aggressive chemical exposure while maintaining consistent performance. Designed for reliability and longevity, they deliver precise flow control and pressure maintenance across various operating conditions. Their engineering minimizes maintenance requirements and operational downtime, with configurations available to meet specific flow rates, pressure needs, and chemical compatibility requirements. This versatility makes them essential components in complex industrial processes where fluid handling precision directly impacts production quality and safety. These pumps serve critical functions across multiple industrial sectors where reliable fluid transfer is essential. In chemical processing plants, they safely move aggressive media between processing units and storage facilities. Pharmaceutical manufacturers rely on them for hygienic handling of process fluids in drug production. Water treatment facilities utilize these pumps for chemical dosing and processed water movement. Mining operations depend on them for abrasive slurry handling, while food and beverage producers use them for additive dosing and fluid transfer. Their consistent performance makes them indispensable in industries where process continuity, safety compliance, and operational efficiency are paramount concerns for production managers and plant engineers. Investing in these industrial centrifugal chemical process pumps delivers significant long-term value through reduced maintenance costs, energy efficiency, and operational reliability. The pumps are engineered to minimize total cost of ownership while maximizing equipment uptime and process continuity. Their robust construction ensures consistent performance during continuous operation, providing plant managers with confidence in their fluid handling systems. The reliability of these pumps translates to fewer production interruptions and lower replacement costs over time. With their durable design and efficient operation, they represent a smart investment for businesses seeking to optimize their industrial processes while maintaining safety and compliance standards. Key Features: - Corrosion-resistant construction using stainless steel and specialized alloy materials - Multiple mechanical seal options including single, double, and cartridge configurations - Customizable impeller designs optimized for specific flow and pressure requirements - Back pull-out design enabling easy maintenance without disturbing piping connections - Compliance with international standards including ISO and ANSI specifications Benefits: - Extended equipment lifespan through corrosion-resistant materials that withstand harsh chemicals - Reduced maintenance downtime with easy-access back pull-out design and reliable sealing options - Energy-efficient operation with optimized impeller designs that minimize power consumption - Versatile application across industries with customizable configurations for specific process needs - Consistent performance reliability ensuring continuous operation in demanding industrial environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These industrial centrifugal chemical process pumps are engineered to handle aggressive and corrosive fluids with consistent reliability. Their corrosion-resistant construction ensures long service life when transferring acids, alkalis, solvents, and abrasive slurries across demanding industrial environments. The robust design maintains precise flow rates while resisting chemical attack and thermal stress, making them suitable for continuous operation where equipment failure would disrupt critical processes. Manufactured to international standards, these pumps support various sealing configurations and material options including stainless steel and specialized alloys. They perform essential transfer, circulation, and dosing functions in processes requiring leak-free, efficient, and safe fluid handling. Their versatility allows integration into existing systems while providing the durability needed for 24/7 industrial operations with minimal maintenance requirements. - Transferring corrosive chemicals like acids and solvents between reactors and storage tanks in chemical manufacturing plants - Circulating purified water and process fluids in pharmaceutical production while maintaining hygienic standards - Handling abrasive mining slurries and corrosive mixtures in mineral processing and extraction operations - Dosing treatment chemicals and additives in food processing, beverage production, and industrial water facilities - Moving wastewater, treatment solutions, and process fluids in municipal water treatment and industrial effluent systems
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

C. P. V. Engineer Pvt Ltd, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
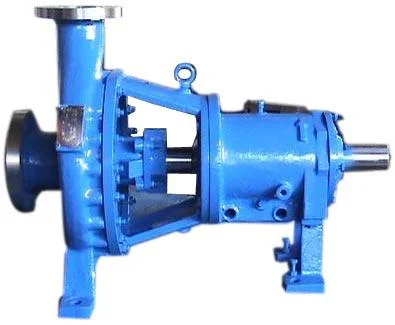
Industrial Centrifugal Chemical Process Pumps Corrosion Resistant
Industrial centrifugal chemical process pumps deliver reliable corrosion-resistant performance for harsh chemical transfer applications. Engineered for demanding use in chemical processing, pharmaceuticals, and water treatment with durable materials.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
C. P. V. Engineer Pvt Ltd Karnataka, India
Karnataka, India
Manufacturer