₹
Apparel & Fashion
Loading subcategories...
View More

Description
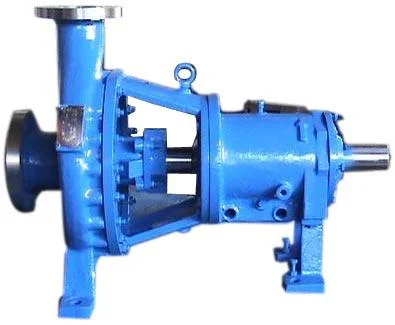
The Industrial Chemical Horizontal Process Pump represents advanced engineering for demanding fluid transfer applications. Designed specifically for handling aggressive and corrosi...
The Industrial Chemical Horizontal Process Pump represents advanced engineering for demanding fluid transfer applications. Designed specifically for handling aggressive and corrosive substances, this pump features a semi-open impeller that effectively manages solids-containing fluids and viscous materials without clogging issues. The radially split casing design provides superior structural integrity while facilitating maintenance accessibility. With Class 150 flanges ensuring secure piping connections, this pump delivers leak-free performance even under challenging operating conditions. The horizontal configuration offers stability during operation and simplifies installation requirements, making it an ideal choice for industrial facilities seeking reliable fluid transfer solutions. This pump serves critical functions across multiple industrial sectors where chemical resistance and reliability are paramount. Chemical processing plants utilize it for transferring acids, alkalis, and solvent mixtures throughout production cycles. Pharmaceutical manufacturers depend on its consistent performance for circulating aggressive fluids during drug formulation processes. Water treatment facilities employ this pump for handling abrasive slurries and wastewater streams, while fertilizer production units rely on it for chemical transfer operations. The textile industry applies this equipment for dye circulation systems, demonstrating its versatility across diverse industrial applications requiring dependable fluid handling capabilities. The business value of this industrial pump stems from its operational reliability and maintenance efficiency, directly impacting bottom-line performance. The design enables quick servicing without requiring complete pipeline disassembly, significantly reducing downtime and associated labor costs. Robust construction using chemical-resistant materials minimizes failure risks, ensuring consistent performance throughout extended service life. These characteristics translate to reduced total cost of ownership through lower maintenance requirements and improved operational uptime. For businesses prioritizing efficient fluid transfer operations, this pump delivers lasting value through dependable performance, minimal intervention needs, and compatibility with various industrial setups. Key Features: - Semi-open impeller design for effective handling of solids and viscous fluids - Radially split casing construction for enhanced durability and maintenance access - Horizontal configuration ensuring operational stability and easy installation - Class 150 flanges providing secure, standardized piping connections - Chemical-resistant materials maintaining performance in corrosive environments Benefits: - Reduced maintenance downtime through accessible design and easy servicing - Consistent performance with aggressive chemicals and abrasive slurries - Long service life from robust construction and corrosion-resistant materials - Leak-free operation ensuring workplace safety and environmental compliance - Versatile application across multiple industries and fluid types
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial chemical horizontal process pump delivers reliable performance in demanding fluid transfer applications. Its semi-open impeller design efficiently handles aggressive chemicals, solvents, and abrasive slurries while maintaining consistent flow rates. The radially split casing and horizontal configuration ensure straightforward maintenance access, reducing service time and operational disruptions. Built to withstand corrosive environments, this pump maintains integrity when transferring acids, alkalis, and other challenging industrial fluids across continuous duty cycles. The pump's Class 150 flanges provide secure connections with standard industrial piping systems, ensuring leak-free operation under various pressure conditions. Industries including chemical manufacturing, pharmaceutical production, and water treatment facilities rely on this equipment for critical transfer processes. The robust construction and chemical-resistant materials make it suitable for handling fertilizers, dyes, and wastewater slurries where equipment longevity and minimal downtime are essential for operational efficiency. - Transferring corrosive acids and chemical solutions in manufacturing plants - Handling abrasive wastewater slurries in industrial treatment facilities - Circulating aggressive solvents in pharmaceutical production processes - Moving fertilizer chemicals through processing and packaging systems - Transferring dyes and pigments in textile and paint manufacturing operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

C. P. V. Engineer Pvt Ltd, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Chemical Horizontal Process Pump with Semi Open Impeller and Class 150 Flanges
Industrial chemical horizontal process pump with semi-open impeller and Class 150 flanges for aggressive fluid transfer in chemical processing, pharmaceuticals, and wastewater treatment industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
C. P. V. Engineer Pvt Ltd Karnataka, India
Karnataka, India
Manufacturer