undefined

Similar Products







Description
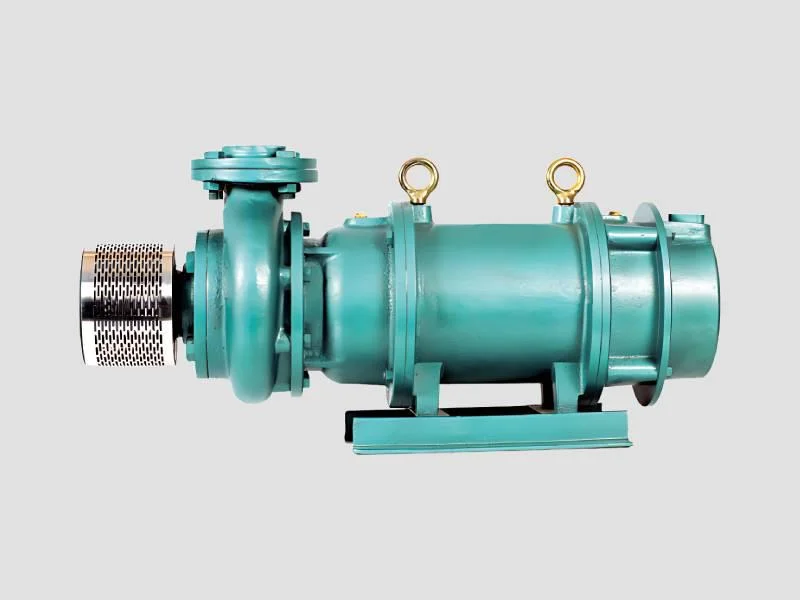
Our ANSI chemical process pumps represent industrial excellence in fluid handling, specifically engineered for demanding chemical applications requiring maximum reliability. These ...
Our ANSI chemical process pumps represent industrial excellence in fluid handling, specifically engineered for demanding chemical applications requiring maximum reliability. These pumps fully conform to ANSI B73.1 standards, ensuring complete compatibility and interchangeability across industrial systems. With capacities reaching 700 m³/hr and heads up to 225 meters, they handle temperatures to 260°C while maintaining optimal performance under extreme conditions. The innovative back pull-out construction allows for straightforward maintenance without disturbing piping connections, while semi-open impeller designs accommodate corrosive liquids and abrasive slurries with minimal wear. Manufactured with precision castings from certified foundries, these pumps deliver exceptional durability and performance in the most challenging operating environments. These industrial pumps serve critical functions across chemical processing, pharmaceutical manufacturing, petrochemical refining, and water treatment industries. In chemical plants, they safely transfer aggressive acids, solvents, and alkalis between processing vessels with precision and reliability. Pharmaceutical facilities depend on them for accurate circulation of sensitive compounds without contamination risks. Petrochemical operations utilize their robust construction for handling volatile organic compounds and hazardous fluids under extreme pressure and temperature conditions. Water treatment plants employ these pumps for chemical dosing and transfer applications where leakage prevention and consistent performance are essential for regulatory compliance and operational safety. The business value of these ANSI chemical process pumps lies in their proven reliability and significantly reduced total cost of ownership. Their standardized design minimizes inventory requirements for spare parts while the back pull-out construction dramatically reduces maintenance downtime. Availability of critical spares ensures quick turnaround for repairs, maximizing operational uptime and production efficiency. The pumps' superior construction materials resist corrosion and erosion, extending service life even with the most aggressive media. These operational advantages translate directly to improved production output, reduced maintenance expenses, and enhanced safety compliance for industrial operations handling dangerous and corrosive fluids. Key Features: - Full compliance with ANSI B73.1 standards for system interoperability - Back pull-out construction for maintenance without pipe disconnection - Semi-open impeller design handles corrosive liquids and abrasive slurries - Temperature handling capability up to 260°C for extreme conditions - Precision castings from certified foundries ensuring durability Benefits: - Reduced maintenance downtime with easy access design - Extended service life through corrosion-resistant materials - Lower total cost of ownership with standardized components - Enhanced operational safety with reliable leak prevention - Improved production efficiency with consistent performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
ANSI chemical process pumps provide safe, efficient transfer of aggressive fluids across demanding industrial environments. Their robust construction and corrosion-resistant materials handle acids, solvents, alkalis, and abrasive slurries without contamination risks. These pumps maintain consistent performance with viscous or volatile liquids, ensuring process continuity in critical applications where reliability is essential for operational success. These industrial pumps serve chemical processing plants, pharmaceutical manufacturing, water treatment facilities, and petrochemical operations. Designed for continuous duty in harsh conditions, their standardized dimensions enable easy replacement and system interoperability. This reduces downtime and maintenance costs while ensuring seamless integration into existing production infrastructure across multiple industrial sectors. - Transferring sulfuric acid and sodium hydroxide in chemical processing plants - Circulating solvents and aggressive media in pharmaceutical production - Handling abrasive slurries in mineral processing operations - Moving volatile organic compounds in petrochemical refineries - Chemical dosing and transfer in water treatment facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

C. P. V. Engineer Pvt Ltd, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial ANSI Chemical Process Pumps For Corrosive And Abrasive Fluids
Premium ANSI chemical process pumps handle corrosive and abrasive fluids in industrial applications. Built to ANSI B73.1 standards for reliable performance in chemical, pharmaceutical, and water treatment operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
C. P. V. Engineer Pvt Ltd Karnataka, India
Karnataka, India
Manufacturer
