₹
Apparel & Fashion
Loading subcategories...
View More
Description
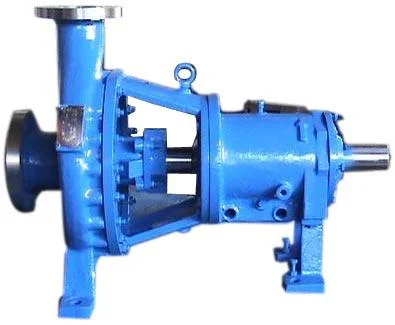
The black pullout chemical horizontal process pump represents advanced engineering for handling aggressive industrial fluids with maximum reliability. Designed with a unique pullou...
The black pullout chemical horizontal process pump represents advanced engineering for handling aggressive industrial fluids with maximum reliability. Designed with a unique pullout mechanism, this pump enables complete maintenance of internal components without disconnecting from pipeline systems, significantly reducing service downtime and operational disruptions. Manufactured using corrosion-resistant materials and advanced sealing technology, it ensures leak-free operation even when handling the most challenging chemicals, acids, and solvents across various temperature ranges and concentrations. The horizontal configuration provides exceptional operational stability while the robust construction guarantees extended service life in demanding industrial environments where performance reliability cannot be compromised. This design approach focuses on delivering consistent performance while minimizing maintenance requirements and operational costs. This industrial pump serves critical functions across chemical processing, pharmaceutical manufacturing, water treatment facilities, petrochemical refineries, and food processing plants. In chemical production environments, it safely transfers aggressive media between reactors, storage tanks, and processing equipment while maintaining integrity under corrosive conditions. Pharmaceutical manufacturers utilize it for precise handling of active ingredients and cleaning solutions where contamination prevention is essential. Water treatment facilities depend on its consistent performance for accurate chemical dosing applications, while petrochemical plants rely on its durability for hydrocarbon transfer operations. The food industry benefits from its contamination-free operation when moving processing chemicals and cleaning agents through production systems, ensuring product purity and safety standards are maintained throughout operations. The business value of this pump lies in its exceptional reliability, reduced maintenance costs, and superior operational efficiency. The innovative pullout design eliminates the need for complete disassembly during servicing, cutting downtime by up to 70% compared to conventional pumps while reducing labor requirements for maintenance teams. This feature directly translates to higher production uptime and improved operational economics. The corrosion-resistant construction extends service life significantly, providing better return on investment through years of trouble-free operation in aggressive fluid handling applications. The leak-proof design enhances workplace safety and environmental compliance, protecting both personnel and facilities from hazardous fluid exposure while ensuring regulatory requirements are consistently met. These combined advantages deliver substantial cost savings and operational benefits throughout the equipment lifecycle. Key Features: - Horizontal design with pullout mechanism for maintenance without pipeline disconnection - Corrosion-resistant construction suitable for aggressive chemicals and solvents - Advanced mechanical seal system ensuring leak-free operation under various pressures - Robust bearing housing with cooling system for continuous operation capability - Engineered for stable performance in demanding industrial environments Benefits: - Reduced maintenance downtime through innovative pullout design features - Extended equipment lifespan with corrosion-resistant material construction - Enhanced operational safety with leak-free performance and reliable sealing - Consistent performance in handling aggressive fluids across various industries - Lower total cost of ownership through reduced maintenance and longer service life
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our black pullout chemical horizontal process pump efficiently handles aggressive fluids across multiple industries with superior corrosion resistance. The horizontal design ensures stable operation while the pullout feature enables quick maintenance without disturbing pipe connections, significantly reducing downtime in critical processes where continuous operation is essential for production efficiency and safety compliance in challenging environments. This pump reliably transfers acids, solvents, alkalis, and other challenging chemicals at various temperatures and concentrations. Industries depend on its robust construction for continuous operation in demanding settings where leakage prevention and operational safety are fundamental requirements. The engineered design maintains consistent performance while ensuring long-term reliability in corrosive fluid handling applications. - Chemical manufacturing plants for transferring acids, caustic solutions, and solvents between process vessels - Pharmaceutical production facilities handling aggressive ingredients and cleaning solutions safely - Water treatment plants for dosing chemicals like chlorine and flocculants in precise quantities - Petrochemical refineries moving hydrocarbons and process chemicals through production systems - Food processing units transferring cleaning agents and food-grade chemicals without contamination risks
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

C. P. V. Engineer Pvt Ltd, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Chemical Process Pump Horizontal Pullout Black For Aggressive Fluids
Premium black pullout chemical horizontal process pump for safe transfer of aggressive fluids in chemical processing, pharmaceuticals, and water treatment. Features corrosion-resistant construction and reliable operation for demanding industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
C. P. V. Engineer Pvt Ltd Karnataka, India
Karnataka, India
Manufacturer




