₹
Apparel & Fashion
Loading subcategories...
View More

Description
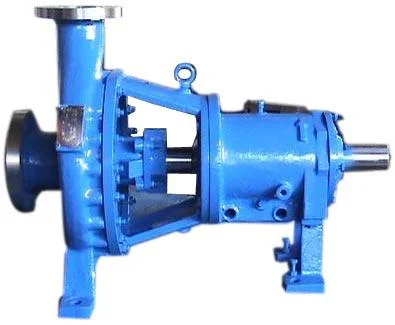
Our Industrial Chemical Vertical Sump Pump with cantilever design represents superior engineering for handling corrosive and abrasive fluids in demanding industrial environments. F...
Our Industrial Chemical Vertical Sump Pump with cantilever design represents superior engineering for handling corrosive and abrasive fluids in demanding industrial environments. Featuring a semi-open impeller and robust construction, this pump delivers exceptional performance while resisting clogging and wear. The innovative cantilever design completely eliminates submerged bearings, dramatically reducing maintenance requirements and extending operational lifespan. With class 150FF flanges and comprehensive mechanical seal compatibility, it ensures leak-proof operation and seamless integration into existing industrial systems. This pump is specifically engineered to handle the most challenging chemical transfer applications while maintaining optimal efficiency and reliability under continuous operation. This vertical sump pump serves critical functions across multiple industries where chemical handling is essential for operational success. In chemical processing facilities, it efficiently transfers acids, solvents, and aggressive chemical compounds with consistent performance. The wastewater treatment sector relies heavily on its corrosion-resistant properties for managing hazardous effluents and chemical solutions. Pharmaceutical manufacturers utilize its precision engineering for processing intermediate solutions requiring contamination-free transfer. Metal finishing and electroplating operations depend on its exceptional durability for continuous chemical bath circulation. Petrochemical and refining facilities employ these pumps for critical sump drainage and chemical transfer operations, valuing their robust construction and unwavering performance under extreme operating conditions. The business value of this cantilever design pump lies in its exceptional reliability and significantly reduced total cost of ownership. By eliminating submerged bearings entirely, it minimizes operational downtime and maintenance expenses, ensuring continuous operation in the most challenging environments. The pump's quality construction guarantees long-term performance consistency and operational safety. This strategic investment translates into improved operational efficiency, substantially reduced maintenance costs, and enhanced safety compliance for businesses handling corrosive fluids. The pump's advanced design prioritizes both operational safety and environmental protection through its proven leak-proof performance and durable construction, providing peace of mind for industrial operators. Key Features: - Cantilever design completely eliminates submerged bearings for minimal maintenance - Semi-open impeller prevents clogging and efficiently handles solid particles - Radially split casing design allows straightforward maintenance and inspection - Compatible with various mechanical seals for different fluid types and conditions - Class 150FF flanges ensure secure, leak-proof connections under pressure Benefits: - Reduced maintenance costs through elimination of submerged bearing components - Enhanced operational reliability with clog-resistant semi-open impeller design - Simplified maintenance procedures with radially split casing accessibility - Versatile application range with multiple mechanical seal compatibility options - Secure leak-proof performance with industrial-grade class 150FF flanges
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our cantilever design chemical vertical sump pump efficiently handles aggressive and corrosive fluids across multiple processing industries. The semi-open impeller design prevents clogging while maintaining consistent flow rates in sump and tank applications. The pump operates reliably with various mechanical seals, adapting to different fluid viscosities and temperatures for versatile performance. The vertical cantilever configuration eliminates submerged bearings, significantly reducing maintenance needs and extending service life in harsh chemical environments. These pumps are engineered for continuous operation in processing plants, wastewater facilities, and industrial manufacturing where reliable fluid transfer is critical. The class 150FF flanges ensure secure connections and leak-proof performance under demanding pressure conditions. - Chemical processing plants for transferring acids, alkalis, and solvents safely - Wastewater treatment facilities handling corrosive effluents and chemical solutions - Pharmaceutical manufacturing processes requiring aggressive intermediate solution transfer - Metal finishing and electroplating operations for chemical bath circulation - Petrochemical refineries for sump drainage and chemical transfer operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

C. P. V. Engineer Pvt Ltd, Karnataka
 Karnataka, India
Karnataka, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Chemical Vertical Sump Pump Cantilever Corrosion Resistant
Industrial Chemical Vertical Sump Pump with cantilever design and semi-open impeller for corrosive fluid transfer. Features class 150FF flanges and mechanical seal compatibility for demanding industrial applications requiring reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
C. P. V. Engineer Pvt Ltd Karnataka, India
Karnataka, India
Manufacturer