₹
Apparel & Fashion
Loading subcategories...
View More
Description
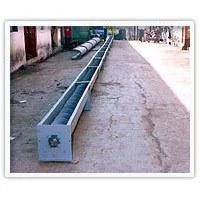
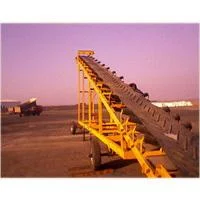
Our industrial belt conveyors represent reliable material handling solutions engineered for robust performance across diverse operational environments. Constructed from high-grade ...
Our industrial belt conveyors represent reliable material handling solutions engineered for robust performance across diverse operational environments. Constructed from high-grade mild steel or stainless steel, these systems ensure structural integrity and exceptional resistance to wear, even under continuous heavy-duty use. The availability of both inclined and straight configurations ensures seamless integration into existing layouts, while the focus on quality construction guarantees long-term reliability and reduced maintenance costs. These conveyors handle everything from delicate food products to abrasive minerals, providing flexibility that makes them suitable for virtually any industrial application requiring efficient material transport. These belt conveyors serve critical functions across multiple industries, each with unique requirements and operational challenges. In cement manufacturing, they efficiently transport raw mix and clinker between processing stages, handling abrasive materials with minimal degradation. Coal handling facilities rely on these systems for efficient loading and transport operations, where reliability directly impacts production output. The food industry benefits from hygienic designs that ensure safe ingredient and product transfer while meeting strict sanitation standards. Sand and gravel operations utilize heavy-duty conveyors for aggregate transport through washing, sorting, and loading processes, where durability against abrasive materials is paramount. Packaging and warehousing sectors implement these systems for automated product handling, streamlining distribution center operations. The business value of our belt conveyors extends beyond material transportation, delivering tangible operational advantages and cost savings. These systems significantly increase operational efficiency through continuous material flow, eliminating bottlenecks and reducing processing times. By automating material handling, they substantially reduce manual labor requirements and associated costs while improving workplace safety. Built with high-quality components and robust construction, they offer exceptional reliability that minimizes downtime and maintenance expenses. This combination of features makes them suitable for diverse industrial environments, providing long-term value through improved productivity, reduced operational costs, and enhanced process reliability for sustainable operations. Key Features: - Available in inclined and straight configurations to accommodate various layout requirements - Constructed with durable mild steel or stainless steel frames for enhanced longevity - Multiple belt material options including rubber, PVC, and polyethylene for specific applications - Designed for both light-duty and heavy-duty operational needs and capacity requirements - Engineered for easy integration into existing material handling systems and processes Benefits: - Increased operational efficiency through continuous material flow and reduced processing times - Reduced manual labor requirements and associated operational costs - Improved workplace safety by automating material handling processes - Minimal downtime and maintenance expenses due to robust construction - Long-term value through improved productivity and enhanced process reliability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial belt conveyors deliver efficient bulk material transport across multiple sectors, reducing manual handling while maintaining continuous workflow. These robust systems manage heavy and abrasive materials smoothly in challenging environments, providing dependable operation with minimal maintenance needs and consistent performance under demanding conditions. Custom configurations address specific industry requirements, from food-grade stainless steel construction to heavy-duty designs for coal and mineral handling. This adaptability ensures optimal performance whether moving delicate food ingredients or rugged aggregates, making conveyors essential infrastructure for modern industrial material handling operations across diverse sectors. - Cement plants for transporting raw materials, clinker, and finished products between processing stages - Coal handling facilities for efficient loading, unloading, and transport within power generation and mining - Food processing facilities for hygienic, contamination-free transfer of ingredients and packaged goods - Sand and gravel operations for moving aggregates through washing, sorting, and loading processes - Industrial packaging and warehousing for automated product handling and distribution center operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Konark Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Belt Conveyors For Cement Coal Food Sand Gravel
Industrial belt conveyors for cement, coal, food, sand, and gravel handling. Durable inclined or straight designs with reliable performance for material transport across industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Konark Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer