₹
Apparel & Fashion
Loading subcategories...
View More
Description
Advance bucket elevators deliver dependable vertical material handling solutions designed for industrial-scale operations. These systems utilize durable chains or belts with mounte...
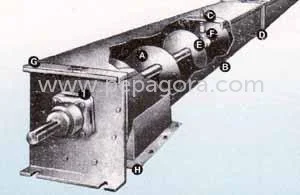
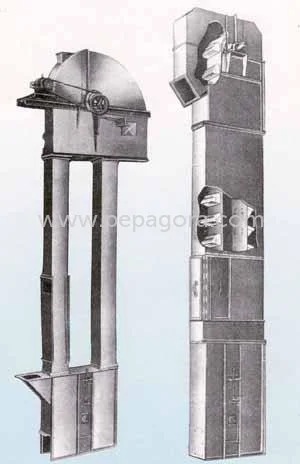
Advance bucket elevators deliver dependable vertical material handling solutions designed for industrial-scale operations. These systems utilize durable chains or belts with mounted buckets to efficiently elevate bulk materials while maintaining consistent performance. Engineered for high-capacity requirements, they reduce handling costs through optimized vertical conveyance that minimizes energy consumption and operational complexity. The robust construction ensures longevity in demanding environments, with components designed to withstand continuous industrial use. Their versatile design accommodates various material types and operational conditions, providing reliable performance across different industry applications. These bucket elevators serve essential roles across multiple industrial sectors including agriculture, construction, mining, and manufacturing. Agricultural operations utilize them for handling grains, seeds, and animal feed with minimal product damage. Construction industries rely on them for cement, sand, and aggregate transportation in material production facilities. Mining operations employ these elevators for ores and mineral processing, while manufacturing plants use them for chemical powders and granular materials. Their adaptability to different material characteristics makes them suitable for diverse processing environments and production requirements. The business value of Advance bucket elevators stems from their operational reliability, efficiency, and low maintenance requirements that directly impact bottom-line performance. Their durable construction translates to extended service life with minimal downtime, reducing repair costs and production interruptions. The efficient material handling capabilities enable faster processing times and improved throughput, contributing to enhanced productivity. The systems' design focuses on operational cost reduction through energy efficiency and minimal maintenance needs. These factors combine to deliver significant return on investment while ensuring consistent material handling performance in industrial settings. Key Features: - Durable chain or belt operation with securely mounted buckets - Available in centrifugal and continuous discharge models - Customizable for specific capacity requirements - Robust construction with overhead and foot wheels - Efficient design supporting high-volume material handling Benefits: - Reliable vertical material transportation - Reduced operational and maintenance costs - Long service life with minimal downtime - High-capacity handling capabilities - Energy-efficient operation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Advance bucket elevators are engineered for vertical transportation of bulk materials across demanding industrial environments. They handle diverse materials from fine powders to coarse aggregates with consistent reliability, ensuring smooth operational flow in high-volume settings. Their robust construction minimizes downtime while supporting various material characteristics through centrifugal and continuous discharge models. These elevators provide space-saving vertical conveyance that integrates seamlessly with existing production lines. Industries benefit from their efficient material handling capabilities that maintain product integrity during elevation. The systems adapt to specific operational requirements while ensuring minimal material degradation and maximum throughput efficiency. - Transporting grains and cereals in agricultural processing facilities - Handling cement and construction aggregates in building material production - Moving fertilizers and chemical powders in manufacturing plants - Elevating minerals and ores in mining and mineral processing operations - Conveying food ingredients like sugar and flour in processing units
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Advance Dynamics, New Delhi
 New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Advance Bucket Elevators For Vertical Bulk Material Handling
Advance bucket elevators provide reliable vertical bulk material handling for industries like agriculture, construction, and mining. These durable systems efficiently elevate various materials using chain or belt-mounted buckets with customizable capacity options.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Advance Dynamics New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer