undefined
Apparel & Fashion
Loading subcategories...
View More

Description
We provide premium pharmaceutical intermediates sourced from certified manufacturers and verified through stringent quality control protocols. Our comprehensive range of high-purit...
We provide premium pharmaceutical intermediates sourced from certified manufacturers and verified through stringent quality control protocols. Our comprehensive range of high-purity compounds meets industry standards for consistency and reliability, making them ideal for critical pharmaceutical applications. Each intermediate undergoes thorough testing to ensure chemical purity, stability, and compliance with relevant specifications. These materials are manufactured under strict quality control measures to guarantee consistent performance and reliability for all pharmaceutical manufacturing needs, establishing our products as trusted choices for manufacturers requiring precise chemical components. These intermediates are extensively used across the pharmaceutical industry for API synthesis, drug development, and manufacturing operations. They serve research laboratories, pharmaceutical companies, and chemical manufacturers involved in producing therapeutic compounds and specialty chemicals. The consistent quality and reliability make them suitable for both small-scale research projects and large-scale industrial production. They support various therapeutic areas and drug development pipelines across multiple pharmaceutical sectors including generics, innovator drugs, and specialty medicines, providing reliable chemical foundations for diverse manufacturing requirements. Our pharmaceutical intermediates deliver exceptional value through guaranteed quality, reliable supply chain management, and competitive pricing for bulk quantities. The consistent quality allows manufacturers to maintain production efficiency and reduce operational risks. This reliability combined with comprehensive product documentation and technical support ensures smooth integration into existing manufacturing processes while maintaining cost efficiency and operational excellence throughout the supply chain. The materials support consistent production outcomes and help maintain manufacturing schedules without quality variations. Key Features: - Rigorous quality testing and purity verification processes - Batch-to-batch consistency and reliability assurance - Compliance with industry standards and regulations - Comprehensive documentation and quality certificates - High chemical purity suitable for pharmaceutical applications Benefits: - Consistent quality reduces production risks and variations - Reliable performance supports manufacturing schedules - Comprehensive documentation simplifies compliance processes - High purity levels ensure optimal synthesis outcomes - Trusted quality supports regulatory requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our pharmaceutical intermediates serve as essential chemical building blocks for active pharmaceutical ingredient (API) synthesis and fine chemical manufacturing. They enable precise chemical reactions while maintaining consistent quality across various production scales, making them indispensable for pharmaceutical development and manufacturing workflows. These high-purity materials support critical synthesis operations in both research laboratories and industrial manufacturing facilities worldwide. These intermediates provide the chemical foundation for developing therapeutic compounds while ensuring batch-to-batch reliability and compliance with industry standards. They are engineered to meet demanding pharmaceutical manufacturing requirements, offering consistent performance across diverse chemical processes and production environments. Their versatility makes them suitable for various synthesis pathways and manufacturing methodologies. - Pharmaceutical API synthesis for various drug formulations - Fine chemical manufacturing and specialty chemical production - Research and development laboratories for new drug discovery - Bulk pharmaceutical manufacturing and scale-up processes - Custom chemical synthesis for specialized therapeutic compounds
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Bavaria Pharma, Gujarat
 Gujarat, India
Gujarat, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
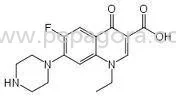
Pharmaceutical Intermediates High Purity API Synthesis Raw Materials
High purity pharmaceutical intermediates for API synthesis and drug manufacturing. Rigorously tested raw materials ensure reliable performance and consistent quality for diverse pharmaceutical formulations and production processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bavaria Pharma Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer