₹
Apparel & Fashion
Loading subcategories...
View More
Description
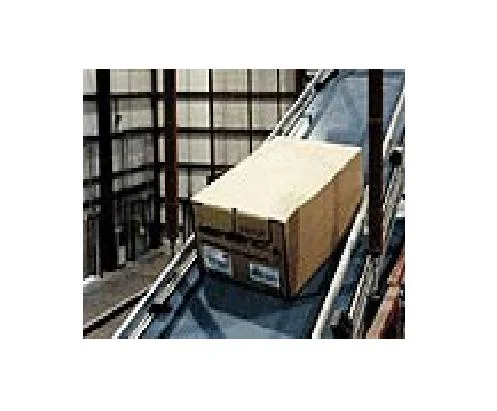
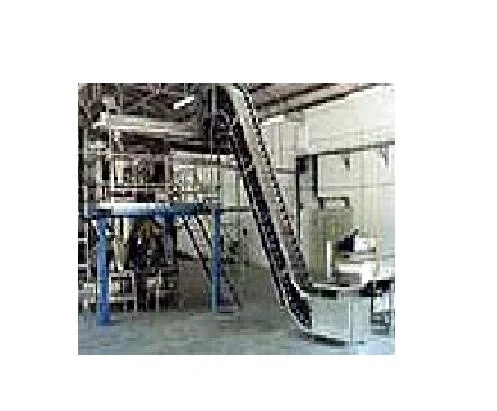
Our industrial overhead monorail conveyor systems represent engineered solutions for efficient material handling in demanding industrial environments. These systems feature motor-d...
Our industrial overhead monorail conveyor systems represent engineered solutions for efficient material handling in demanding industrial environments. These systems feature motor-driven carriages that move smoothly along precisely positioned elevated tracks, constructed from high-quality materials for consistent performance and minimal maintenance requirements. The design incorporates robust components including drop-forged chain construction and durable trolley systems available in both sealed and open bearing configurations. This engineering approach ensures reliable operation while optimizing valuable floor space through overhead installation, making these systems ideal for facilities where spatial efficiency directly impacts operational productivity. These conveyor systems serve critical functions across multiple industrial sectors where material flow optimization is essential. In automotive manufacturing, they transport chassis, subassemblies, and components through various assembly stages with precision timing. Food processing facilities utilize them for hygienic material movement between processing zones while meeting strict sanitation standards. Warehousing and distribution operations benefit from efficient sorting and order fulfillment capabilities, while general manufacturing plants use them to move heavy components between production cells. The systems also prove invaluable in finishing operations where overhead transportation through coating and drying processes ensures consistent quality and operational efficiency. The business value of our overhead monorail conveyors extends beyond basic material transportation to deliver significant operational advantages and reliability. These systems enhance labor productivity by automating material movement between workstations, reducing manual handling requirements and associated labor costs. The overhead installation maximizes usable floor space, allowing for better facility layout optimization and potential expansion of production areas. Reliability is engineered into every component, from the durable chain construction to the customizable control systems that range from simple manual operation to sophisticated automated solutions. This reliability ensures continuous operation in challenging industrial environments while the system's adaptability allows for integration with existing infrastructure and specific operational requirements. Key Features: - Motor-driven carriage system with dual drive wheels for consistent power delivery and smooth operation - Elevated track design that maximizes usable floor space while providing overhead transportation paths - Drop-forged rivet-less chain construction for enhanced durability and reduced maintenance needs - Trolley systems available in both sealed and open bearing designs for different environmental conditions - Flexible control options ranging from manual operation to automated PC-based solutions Benefits: - Optimizes valuable floor space by utilizing overhead areas for material transportation - Enhances operational efficiency through automated movement between workstations and processes - Reduces labor requirements and associated costs by minimizing manual material handling - Provides reliable performance in demanding industrial environments with minimal maintenance - Offers adaptable configurations that integrate with existing facility layouts and workflows
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
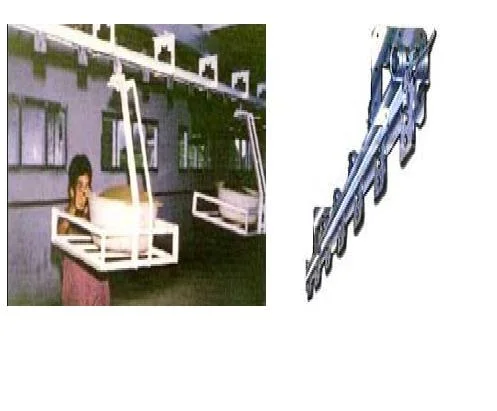
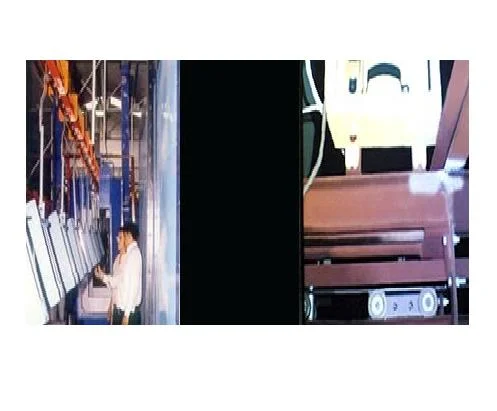
Overhead monorail conveyor systems transform material handling by moving components and products along elevated tracks, freeing valuable floor space for other critical operations. Their robust construction and enclosed track design ensure reliable performance in demanding industrial environments while maintaining clean transportation paths for sensitive goods. These systems integrate seamlessly with existing layouts through modular designs that adapt to specific workflow requirements and spatial constraints. These material handling solutions serve diverse industrial sectors where efficient transportation and space optimization are paramount. From automotive assembly lines to food processing facilities, they provide consistent movement of materials between workstations and processing stages. The systems handle various load capacities and operational speeds, making them suitable for both light component transfer and heavy-duty industrial applications across different production environments. - Automotive manufacturing plants for transporting vehicle chassis and assemblies between robotic workstations - Food and beverage processing facilities for hygienic movement of products through washing, cooking, and packaging stages - Warehouse distribution centers for efficient sorting systems and order fulfillment operations - General manufacturing facilities for moving heavy machinery components between production cells - Paint shops and surface treatment lines for overhead transportation through coating and drying processes
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Loknath Engineering, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Overhead Monorail Conveyor Systems For Material Handling
Industrial overhead monorail conveyor systems feature motor-driven carriages on elevated tracks for efficient material handling in manufacturing, warehousing, and assembly line applications to maximize floor space and productivity.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Loknath Engineering West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer