₹
Apparel & Fashion
Loading subcategories...
View More
Description
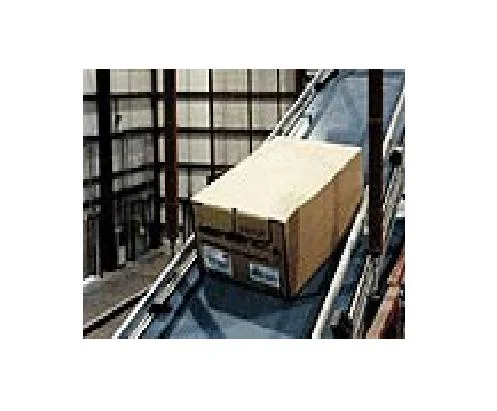
The Mono-O-Veyor Industrial Overhead Conveyor System represents a robust, cost-effective solution engineered for efficient material handling in demanding industrial environments. T...
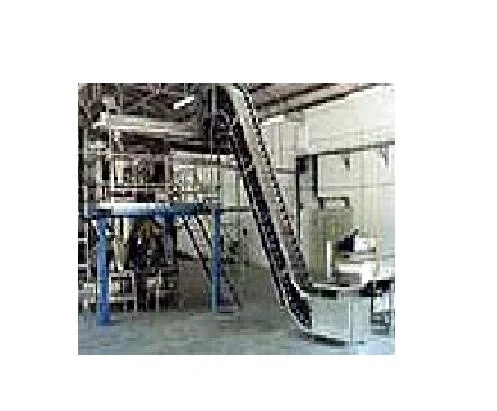
The Mono-O-Veyor Industrial Overhead Conveyor System represents a robust, cost-effective solution engineered for efficient material handling in demanding industrial environments. This advanced system features a durable monorail design that maximizes overhead space utilization while keeping floor areas clear and improving workplace safety. Engineered to handle various load capacities and operational speeds, it adapts seamlessly to different production requirements. The conveyor incorporates high-quality components including alloy steel trolleys and manganese steel wheels, ensuring long-lasting performance with minimal maintenance needs. Its ability to navigate both vertical and horizontal bends smoothly provides reliable material transportation throughout your facility, significantly enhancing overall operational efficiency and workflow continuity. This versatile overhead conveyor system serves numerous industries including automotive manufacturing, food processing, textile production, heavy machinery, and industrial processing facilities. In automotive and heavy equipment facilities, it proves ideal for moving components along assembly lines, through painting stations, and into drying areas. Food processing plants utilize it for transporting products through preparation, cooking, and packaging stages while maintaining hygiene standards. Textile manufacturers benefit from its gentle handling of fabrics during dyeing and finishing processes. The system's engineering allows effective operation across various environmental conditions, including high humidity and temperature fluctuations, making it a versatile choice for diverse industrial applications requiring reliable material transport. Businesses investing in the Mono-O-Veyor system gain substantial value through reduced labor costs, minimized floor space requirements, and increased productivity. The system's reliability is demonstrated through its vibration-absorbing design featuring guide wheels and load wheels of identical diameter to control gyroscopic couples and ensure smooth movement. The conveyor's low maintenance requirements and durable construction translate to reduced long-term operational costs and minimal production disruptions. This provides an excellent return on investment for serious buyers seeking dependable material handling solutions that enhance operational efficiency while maintaining consistent performance in challenging industrial environments. Key Features: - Caterpillar or sprocket type drive unit with 1 HP or 2 HP TEFC motor for reliable power transmission - Alloy steel trolleys and links axle made from EN-8 EDD quality CRC.A sheets for enhanced durability - High carbon manganese steel wheels designed for heavy-duty performance and long service life - Shear pin sprocket output shaft that ensures equal power distribution and continuous system movement - Variable speed motors allowing adjustable conveyor speed to meet specific production requirements Benefits: - Reduced labor costs through automated material handling and minimized manual intervention - Optimized floor space utilization by utilizing overhead areas for material transport - Enhanced workplace safety with clear floor spaces and reduced manual handling risks - Lower maintenance requirements due to durable construction and quality components - Increased productivity through continuous, reliable material flow and reduced downtime
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Mono-O-Veyor Industrial Overhead Conveyor System efficiently handles diverse material transport needs across multiple industrial sectors. Its robust design and adaptable configuration make it suitable for both light and heavy-duty applications, ensuring smooth operations in demanding environments. This system excels in automating production lines, reducing manual handling, and optimizing workflow efficiency while maximizing floor space utilization. Industries such as automotive manufacturing, food processing, textiles, and heavy machinery benefit from this conveyor system's reliable performance. It supports assembly lines, painting processes, drying operations, and sorting tasks with consistent operation. The system's flexibility allows seamless integration with existing machinery, making it a practical upgrade for modernizing facilities. Its durable construction ensures long-term performance in various environmental conditions. - Automotive assembly lines for moving chassis and components between workstations - Food processing plants for transporting products through preparation and packaging stages - Textile manufacturing for handling fabrics during dyeing and finishing processes - Heavy machinery facilities for moving large components during assembly - Paint shops and coating facilities for hanging parts during treatment cycles
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Loknath Engineering, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Overhead Conveyor System For Material Handling Automation
Mono-O-Veyor Industrial Overhead Conveyor System delivers reliable material handling automation with durable alloy steel construction. Ideal for automotive, manufacturing, and processing industries requiring space-saving, low-maintenance solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Loknath Engineering West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer