₹
Apparel & Fashion
Loading subcategories...
View More

Description
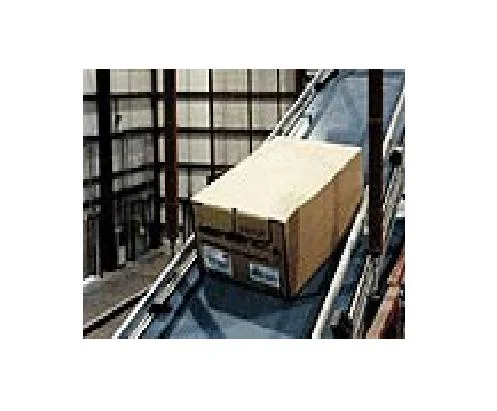
Our industrial overhead trolley conveyors represent heavy-duty material handling solutions engineered for demanding operational environments. These systems feature robust bi-planer...
Our industrial overhead trolley conveyors represent heavy-duty material handling solutions engineered for demanding operational environments. These systems feature robust bi-planer chains with articulating joints and tensile steel side plates that deliver exceptional durability under continuous use. The conveyor design incorporates double 48mm diameter wheels positioned both vertically and horizontally, each equipped with twin steel cage ball bearings to ensure optimal efficiency and smooth power transmission along the track. Available in multiple pitch sizes including 6, 8, 9, 10, or 12 inches, these conveyors can be configured to match specific horizontal and vertical band radius requirements. The system is powered by a T.E.F.C. motor and worm reduction gearbox connected through V belts and pulleys, with an integrated shear pin device that prevents damage from overloads or jamming incidents, resulting in quiet and trouble-free operation throughout extended service life. These overhead trolley conveyors serve critical functions across multiple industrial sectors where reliable material transport is essential. In automotive manufacturing facilities, they efficiently move heavy components like engines, transmissions, and chassis between assembly stations, supporting streamlined production workflows. Warehousing and distribution centers utilize these systems to transport goods overhead, maximizing valuable floor space while improving material flow efficiency. The heavy machinery industry depends on these conveyors for handling large structural components during manufacturing processes. Food processing operations benefit from customized configurations that maintain hygiene standards while ensuring efficient product movement. General manufacturing plants integrate these conveyors into their assembly lines where precise positioning and dependable material handling are crucial for maintaining production schedules and quality standards. Businesses achieve substantial operational advantages through the implementation of these overhead trolley conveyor systems. The robust construction and engineering excellence translate to enhanced reliability and reduced downtime, directly impacting productivity and operational costs. The shear pin protection mechanism minimizes maintenance requirements and prevents expensive damage from accidental overload situations. The availability of multiple pitch sizes and configuration options enables seamless integration into existing facility layouts and production processes. This flexibility allows companies to implement tailored material handling solutions that optimize workflow efficiency without requiring extensive facility modifications. The combination of durable components, protective features, and customizable specifications delivers long-term value through improved throughput, enhanced workplace safety, and support for operational scalability in growing industrial enterprises. Key Features: - Bi-planer chain design with articulating joints and tensile steel side plates for maximum durability - Double 48mm diameter wheels with twin steel cage ball bearings for smooth operation - Multiple pitch size options including 6, 8, 9, 10, and 12 inches for spatial flexibility - T.E.F.C. motor and worm reduction gearbox with V belt and pulley drive system - Integrated shear pin protection device to prevent damage from overload conditions Benefits: - Enhanced material handling efficiency with smooth and reliable operation - Reduced maintenance requirements through robust construction and protective features - Flexible configuration options to match specific facility and process requirements - Improved workplace safety with overload protection and secure component movement - Long-term operational cost savings through durability and reduced downtime
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
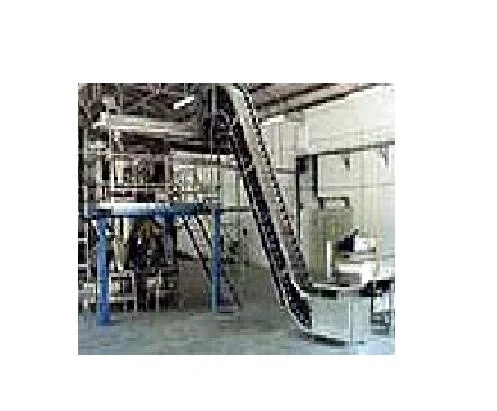
These heavy-duty overhead trolley conveyors efficiently transport materials in manufacturing and assembly operations. Their robust design with bi-planer chains and double 48mm wheels ensures smooth movement of heavy loads while reducing manual handling and increasing production throughput across various industrial settings. The conveyor system accommodates different spatial requirements with available pitch sizes of 6, 8, 9, 10, or 12 inches. The T.E.F.C. motor and worm reduction gearbox provide consistent power delivery, while the shear pin protection mechanism safeguards against overload conditions, making these conveyors suitable for continuous operation in challenging industrial environments. - Automotive manufacturing plants for moving chassis and engine components between assembly stations - Warehousing facilities for overhead transport of palletized goods to optimize floor space utilization - Heavy equipment manufacturing for handling large frames and structural components during production - Food processing facilities where overhead systems maintain hygienic material flow conditions - General manufacturing operations requiring reliable movement of components between workstations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Loknath Engineering, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
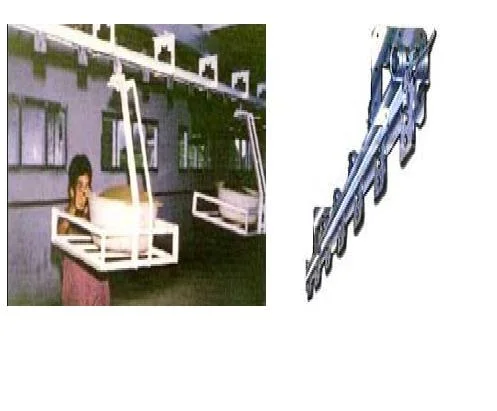
Industrial Overhead Trolley Conveyors With Bi Planer Chains And 48mm Wheels
Industrial overhead trolley conveyors feature bi-planer chains and 48mm wheels for reliable material handling. Designed with articulating joints and ball bearing systems for smooth operation in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Loknath Engineering West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer