₹
Apparel & Fashion
Loading subcategories...
View More
Description
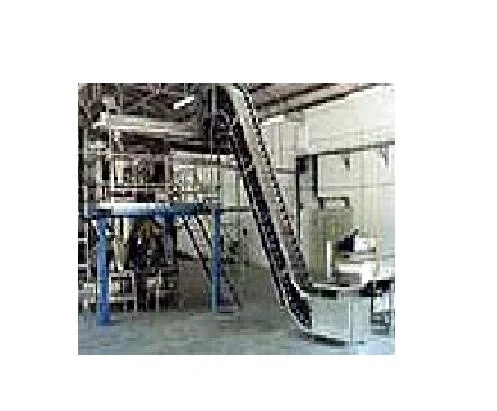
Our industrial belt conveyors are engineered for superior performance and durability in demanding material handling applications. Designed to transport a wide range of items effici...
Our industrial belt conveyors are engineered for superior performance and durability in demanding material handling applications. Designed to transport a wide range of items efficiently, they significantly reduce manual labor requirements while minimizing operational delays and enhancing workflow continuity. Built with high-quality components and robust construction, these systems provide smooth, consistent movement of goods from one operational point to another, supporting both light-duty and heavy-duty industrial applications. The reliable design ensures consistent performance that maintains productivity even in challenging environments, making them an essential component for modern industrial operations seeking to optimize their internal logistics and material flow processes. These belt conveyors serve critical functions across multiple industrial sectors, including manufacturing, warehousing, food processing, mining, and logistics distribution. In manufacturing plants, they facilitate the continuous movement of components along assembly lines, ensuring timely availability for each production stage while maintaining consistent workflow. Warehouses and distribution centers utilize them for efficient loading, unloading, and sorting operations, dramatically improving order fulfillment speed and accuracy. The food processing industry relies on specialized conveyors for hygienic product transport, while mining and construction sectors depend on heavy-duty versions for moving bulk materials like sand, gravel, and ores. This versatility makes them indispensable in any environment where efficient, continuous material flow is essential for operational success. Investing in our industrial belt conveyors delivers significant business value through enhanced operational efficiency and measurable cost savings. By automating material transport processes, you reduce labor expenses, minimize human error, and decrease product damage during handling operations. The reliability of our systems ensures minimal downtime, supported by durable construction and quality components that withstand demanding industrial conditions. This reliability translates to consistent productivity and operational excellence, providing a solid return on investment through improved throughput and reduced operational costs. With a focus on durability and performance, our conveyors offer a long-term solution that supports business growth while maintaining consistent material handling efficiency. Key Features: - Robust industrial-grade construction using durable materials for long-lasting performance. - Smooth and consistent belt operation ensuring reliable material handling without interruptions. - Compatibility with various goods types including boxes, bags, containers, and bulk materials. - Easy integration capability with existing production lines or warehouse layouts. - Designed for demanding industrial environments with reliable performance under continuous use. Benefits: - Reduces manual labor requirements and associated operational costs significantly. - Minimizes product damage during handling through smooth, controlled material movement. - Enhances workflow efficiency by eliminating bottlenecks in material transport processes. - Provides reliable performance with minimal downtime in demanding industrial conditions. - Improves overall operational productivity through consistent, automated material flow.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial belt conveyors streamline material transport by automating the movement of goods between production stages, storage areas, and loading docks. They handle diverse items from small packages to heavy bulk materials, ensuring a consistent flow that eliminates bottlenecks and supports continuous operations. This automation reduces manual handling, minimizes delays, and enhances overall workflow efficiency in busy industrial settings. These material handling systems are highly adaptable to various operational layouts and specific load requirements. They can be configured to operate in constrained spaces, handle different product types including boxes, bags, and raw materials, and integrate seamlessly with existing machinery. Their robust construction ensures reliable performance under demanding conditions, from clean manufacturing floors to harsh industrial environments where durability is essential. - Automating assembly line part supply in automotive and electronics manufacturing facilities. - Transporting packaged goods from production areas to warehouse storage in consumer goods industries. - Moving bulk materials like grains, minerals, or aggregates in agricultural and mining processing plants. - Sorting and routing parcels in e-commerce fulfillment and logistics distribution centers. - Feeding and handling materials in packaging, bottling, and food processing operations.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Loknath Engineering, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Material Handling Belt Conveyors For Efficient Goods Movement
Industrial belt conveyors for efficient material handling across manufacturing, warehousing, and distribution. Reduce labor costs and boost productivity with reliable systems designed for smooth goods movement in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Loknath Engineering West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer