₹
Apparel & Fashion
Loading subcategories...
View More
Description
Industrial evaporation systems represent advanced processing equipment designed to concentrate solutions through solvent vaporization, serving critical functions across multiple ma...
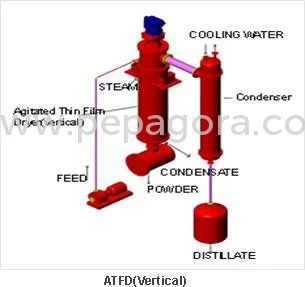
Industrial evaporation systems represent advanced processing equipment designed to concentrate solutions through solvent vaporization, serving critical functions across multiple manufacturing sectors. These systems employ sophisticated engineering to optimize energy efficiency while maintaining precise control over concentration processes. Modern evaporation technology addresses the fundamental need to separate solvents from solutes, whether for product concentration, material recovery, or waste reduction purposes. The equipment delivers consistent performance in demanding industrial environments, providing reliable operation for continuous processing requirements. Various configurations including falling film evaporators, forced circulation systems, and specialized designs accommodate different processing challenges while ensuring operational efficiency and output quality. These evaporation systems serve essential functions across multiple industrial sectors with specialized applications. In food processing, they concentrate juices, dairy products, and sweeteners while preserving delicate flavor compounds and nutritional elements. Chemical manufacturers utilize evaporation technology for solvent recovery, brine concentration, and production of high-purity chemical compounds. Pharmaceutical applications demand precise evaporation for drug concentration and purification processes requiring strict quality standards. Environmental applications include wastewater treatment where evaporation significantly reduces effluent volume while facilitating water reuse. Additional industrial uses span pulp and paper production, mining operations, and various manufacturing processes where efficient concentration and recovery operations are crucial for operational success and regulatory compliance. Investing in quality evaporation equipment delivers substantial business value through enhanced processing efficiency, reduced operational costs, and improved product quality. These systems provide dependable performance even under continuous operation in challenging industrial conditions, minimizing maintenance requirements and production downtime. The engineering focus on reliability ensures consistent output quality while advanced energy optimization features contribute to significant operational cost savings. The robust construction using corrosion-resistant materials extends equipment lifespan, providing long-term value for industrial processing operations. This combination of performance reliability, operational efficiency, and durability makes modern evaporation systems a strategic investment that supports production goals and business objectives through dependable processing capabilities. Key Features: - Advanced falling film technology ensures efficient heat transfer with minimal product degradation. - Forced circulation design reliably handles high-viscosity fluids and fouling-prone materials. - Multiple configuration options address specific industry requirements and process conditions. - Patented fluidized bed evaporators enhance efficiency in crystallization applications. - Robust construction using corrosion-resistant materials extends operational lifespan. Benefits: - Energy-efficient operation reduces processing costs and environmental impact. - Reliable performance in continuous industrial applications minimizes production interruptions. - Precise concentration control ensures consistent product quality and output specifications. - Reduced maintenance requirements lower operational costs and extend equipment service life. - Flexible design accommodates various processing needs across multiple industries.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial evaporation systems efficiently concentrate solutions across demanding processing environments, from food production to chemical manufacturing. These robust systems handle everything from heat-sensitive food products to aggressive chemical solutions while maintaining consistent performance. Their durable construction ensures reliable operation in continuous industrial applications where efficiency and output quality are paramount. Advanced evaporation technologies adapt to various industry requirements through specialized designs like falling film and forced circulation configurations. These systems effectively manage different fluid viscosities, temperature sensitivities, and fouling challenges while optimizing energy usage. This engineering flexibility makes them suitable for diverse processing applications where precise concentration control and operational reliability are essential for production success. - Concentrating fruit juices and dairy products while preserving flavor and nutritional quality in food processing. - Recovering valuable solvents and chemical compounds in pharmaceutical and chemical manufacturing operations. - Reducing wastewater volume and recovering reusable water for environmental compliance in industrial facilities. - Concentrating brines and salt solutions to produce high-purity crystalline products in chemical processing. - Managing industrial effluents in pulp and paper mills by concentrating black liquor for energy recovery.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Praj Industries Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Construction
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Evaporation Systems For Food Chemical Wastewater Processing
Industrial evaporation systems concentrate solutions by vaporizing solvents, delivering energy-efficient and reliable performance for processing needs across food, chemical, and wastewater treatment industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Praj Industries Ltd Maharashtra, India
Maharashtra, India
Construction