₹
Apparel & Fashion
Loading subcategories...
View More
Description
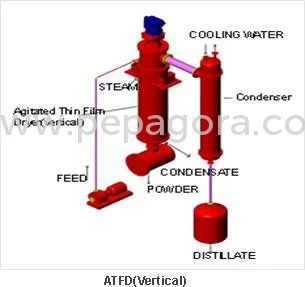
The Industrial Agitated Thin Film Dryer is engineered for the continuous, efficient drying of heat-sensitive materials. It operates by spreading a concentrated liquid into a thin f...
The Industrial Agitated Thin Film Dryer is engineered for the continuous, efficient drying of heat-sensitive materials. It operates by spreading a concentrated liquid into a thin film over a heated surface, where rapid evaporation occurs with minimal thermal exposure. Integrated scraper blades continuously renew this film, ensuring optimal heat transfer and preventing material buildup. This technology is critical for processes where product integrity, consistency, and high throughput are essential. With complete solvent recovery capabilities, the dryer supports sustainable operations by capturing vapors for reuse, making it a cost-effective and environmentally conscious choice for modern industrial drying needs across multiple demanding sectors. These drying systems are fundamental in pharmaceutical manufacturing for processing intermediates and active pharmaceutical ingredients (APIs) without compromising stability or potency. The chemical industry relies on them for handling organic salts, inorganic compounds, pigments, and specialty chemicals where product purity and batch consistency are paramount. They are also vital in environmental applications, such as zero liquid discharge (ZLD) systems for wastewater treatment, helping facilities meet strict regulatory standards. Furthermore, sectors like food processing, nutraceuticals, and agrochemicals utilize these dryers for concentrating viscous solutions and producing fine powders, benefiting from their gentle handling of temperature-sensitive and shear-sensitive materials. The business value of this agitated thin film dryer stems from its proven reliability, operational efficiency, and adaptability. It significantly reduces processing time and lowers energy consumption compared to traditional batch dryers, leading to substantial cost savings. Its durable, robust construction ensures minimal maintenance and a long operational lifespan, delivering an excellent return on investment. By enabling near-total solvent recovery, it reduces raw material procurement costs and waste disposal expenses while aiding in regulatory compliance. The dryer's design accommodates various material characteristics and production scales, offering flexibility and consistent, repeatable performance that manufacturers can depend on for critical processes. Key Features: - Continuous drying operation for consistent product quality and high throughput capacity. - Advanced thin film technology ensures efficient heat transfer with minimal thermal degradation. - Complete solvent recovery system for environmental compliance and operational cost reduction. - Integrated scraper blades maintain optimal film thickness and prevent material adhesion. - Robust construction designed for reliable performance in demanding industrial environments. Benefits: - Enhanced product quality through controlled drying conditions that prevent thermal damage. - Reduced operational costs through lower energy consumption and solvent recovery capabilities. - Increased production efficiency with continuous operation and minimal downtime requirements. - Environmental compliance through complete solvent recovery and waste reduction features. - Long-term reliability with durable components designed for extended service life.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Industrial Agitated Thin Film Dryer provides continuous, reliable drying for materials that degrade under high heat. Its advanced thin-film technology ensures rapid moisture removal while maintaining precise temperature control, protecting sensitive compounds and preserving product quality. This makes it indispensable for industries where thermal stability and consistent output are non-negotiable. This system excels in applications requiring full solvent recovery, supporting both operational efficiency and environmental responsibility. By capturing and recycling solvents, it helps reduce raw material costs and minimizes waste, aligning with sustainable manufacturing goals. Its robust design ensures seamless integration into existing production lines for pharmaceuticals, specialty chemicals, and other sectors with stringent purity standards. - Drying pharmaceutical intermediates and active ingredients without thermal degradation. - Processing bulk drugs and organic salts in chemical production with high purity requirements. - Handling inorganic salts and specialty chemicals where efficient solvent recovery is crucial. - Supporting zero liquid discharge systems in industrial wastewater treatment facilities. - Continuous powder drying and concentration in food and nutraceutical manufacturing.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Praj Industries Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Construction
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Agitated Thin Film Dryer For Heat Sensitive Materials
Industrial Agitated Thin Film Dryer for continuous drying of heat-sensitive materials with full solvent recovery. Ideal for pharmaceuticals and chemical processing, ensuring high efficiency and product integrity.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Praj Industries Ltd Maharashtra, India
Maharashtra, India
Construction