undefined
Description
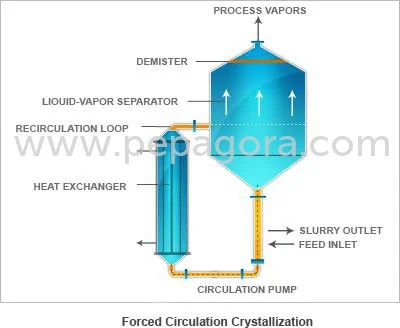
Our industrial crystallization unit represents the essential final stage in multieffect evaporator systems designed for effluent treatment and salt recovery. This specialized equip...
Our industrial crystallization unit represents the essential final stage in multieffect evaporator systems designed for effluent treatment and salt recovery. This specialized equipment transforms concentrated industrial wastewater into supersaturated salt solutions through precise temperature and concentration control mechanisms. The system efficiently processes effluent beyond salt solubility limits, creating optimal conditions for controlled crystal formation and subsequent separation. Engineered for continuous industrial operation, it incorporates low RPM agitators that maintain consistent salt suspension throughout the crystallization process, ensuring uniform crystal quality while preventing settling or clogging issues. The advanced design facilitates smooth transfer of mother liquor and formed crystals to subsequent separation stages, making it an integral component in modern industrial wastewater treatment and resource recovery systems that prioritize efficiency and reliability. This crystallization technology serves numerous industries requiring efficient salt recovery and comprehensive wastewater management solutions. Chemical manufacturing plants utilize it for brine concentration and valuable salt recovery from various process streams, maximizing resource utilization while minimizing waste. Pharmaceutical companies employ the system for solvent recovery and effluent treatment in active pharmaceutical ingredient manufacturing processes. The textile industry benefits from its dye salt recovery capabilities, transforming waste into reusable resources. Metal finishing operations implement this technology for rinse water treatment and heavy metal recovery, while food processing facilities use it for wastewater treatment and byproduct recovery applications. Across these diverse sectors, the system ensures compliance with environmental regulations while optimizing operational efficiency through reliable performance and consistent results. The system delivers substantial business value through reduced operational costs and enhanced sustainability metrics. Its reliability originates from robust construction and straightforward mechanical operation, minimizing downtime and maintenance requirements while ensuring long-term performance stability. Businesses benefit from significantly reduced waste disposal costs, recovery of valuable materials for reuse or resale, and production of reusable water output for various process applications. The closed-loop design maximizes operational efficiency while consistently meeting stringent environmental compliance standards across different regulatory frameworks. This proven technology offers long-term operational reliability with rapid return on investment through efficient resource recovery and substantial waste reduction, making it a practical and economically sound solution for addressing complex industrial wastewater challenges while improving overall process economics. Key Features: - Integrated final stage crystallization designed specifically for multieffect evaporator systems - Precision supersaturation control technology for optimal crystal formation and growth - Low RPM agitation system ensuring consistent salt suspension throughout the process - Continuous operation capability with minimal maintenance requirements for uninterrupted performance - Robust industrial construction providing reliable operation in demanding environments Benefits: - Maximizes salt recovery rates from concentrated effluent streams for resource optimization - Produces high-quality reusable distillate water for various process applications - Significantly reduces waste disposal costs through efficient treatment processes - Ensures compliance with environmental regulations and sustainability standards - Provides quick return on investment through resource recovery and operational savings
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial crystallization system efficiently recovers salts from concentrated effluent streams, operating as the critical final stage in multieffect evaporator setups. It creates precisely controlled supersaturated solutions that separate valuable salts from liquid waste, maximizing recovery rates while producing reusable distillate water. The technology supports zero-liquid discharge initiatives across multiple sectors with continuous operation and minimal maintenance requirements, handling various salt types including sodium chloride and sulfate salts with consistent performance. Major industries utilizing this technology include chemical manufacturing, pharmaceutical production, textile processing, and metal finishing operations. The system's robust design ensures reliable performance even with fluctuating feed concentrations, providing dependable salt recovery and wastewater management for demanding industrial environments. Its integration with existing evaporator systems makes it a practical solution for facilities seeking to enhance resource recovery while meeting stringent environmental compliance standards and reducing operational costs through efficient treatment processes. - Chemical industry brine concentration and salt recovery operations from process streams - Pharmaceutical manufacturing effluent treatment and solvent recovery in API production - Textile processing wastewater treatment and dye salt recovery systems - Metal finishing and electroplating rinse water treatment for heavy metal recovery - Food processing wastewater management and byproduct recovery operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Praj Industries Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Construction
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Crystallization Unit For Salt Recovery From Effluent
Industrial crystallization unit for salt recovery from effluent achieves supersaturation in multieffect evaporator final stage, feeding thicker or settling tank. Reliable solution for wastewater treatment and chemical processing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Praj Industries Ltd Maharashtra, India
Maharashtra, India
Construction
