₹
Apparel & Fashion
Loading subcategories...
View More

Description
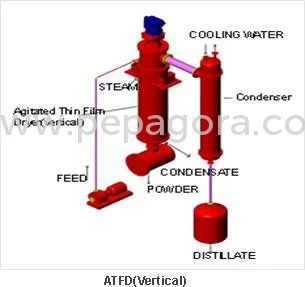
Ecofine Distillation represents advanced alcohol processing technology designed for businesses requiring high-purity output with operational efficiency. These systems range from st...
Ecofine Distillation represents advanced alcohol processing technology designed for businesses requiring high-purity output with operational efficiency. These systems range from straightforward industrial alcohol production units to sophisticated multi-column plants capable of producing various alcohol grades. Each system incorporates precision engineering to ensure consistent product quality while minimizing energy consumption through intelligent heat integration and process optimization. The distillation schemes accommodate different production volumes and purity requirements, making them suitable for both established facilities and expanding operations seeking reliable alcohol processing solutions that deliver consistent results and operational efficiency. These distillation systems serve critical roles across multiple industries including beverage production, pharmaceutical manufacturing, biofuel processing, and industrial chemical production. Beverage manufacturers utilize Ecofine systems for producing premium spirits with distinct characteristics and consistent quality. Pharmaceutical companies rely on the systems for manufacturing high-purity alcohol meeting strict regulatory standards. Biofuel producers implement these distillation plants for ethanol purification, while chemical manufacturers use them for solvent recovery and specialty alcohol production. The flexibility of these systems allows adaptation to various feedstocks and output specifications across these diverse industrial applications, ensuring optimal performance in each specific use case. Ecofine Distillation delivers significant business value through operational reliability and energy efficiency. These systems reduce operational costs through optimized energy consumption and minimal maintenance requirements while ensuring consistent product quality that enhances market competitiveness. The robust construction and precision engineering guarantee long-term reliability with minimal downtime, protecting production schedules and investment value. The systems are designed to provide optimal return on investment through years of dependable service, with engineering that focuses on durability and consistent performance under demanding industrial conditions, ensuring your production remains uninterrupted and efficient. Key Features: - Energy-efficient design with heat integration and recovery systems - High-purity output capabilities for various alcohol grades and specifications - Robust construction using quality materials for long-term reliability - Flexible capacity options from small batch to continuous large-scale production - Precision engineering ensuring consistent product quality and performance Benefits: - Reduced operational costs through optimized energy consumption - Consistent high-quality output meeting industry standards - Long-term reliability with minimal maintenance requirements - Flexible production capabilities for various operational scales - Enhanced market competitiveness through superior product quality
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Ecofine Distillation systems are engineered for versatile alcohol production across multiple industries. These robust systems efficiently process various feedstocks into high-purity alcohol products while maintaining optimal energy efficiency and operational reliability for continuous industrial use, ensuring consistent output quality and performance across different production environments and requirements. These distillation plants serve diverse sectors including pharmaceutical manufacturing, beverage production, industrial alcohol processing, fuel ethanol production, and chemical synthesis. The systems adapt to different production scales from small batch operations to large continuous processing facilities, providing flexibility for various operational needs while maintaining consistent quality standards and energy efficiency throughout the production process. - Producing high-purity industrial alcohol for pharmaceutical manufacturing and sanitizer production - Manufacturing premium beverage alcohol including vodka, gin, whiskey, and other spirits - Processing fuel-grade ethanol for renewable energy and biofuel applications - Recovering technical alcohol from byproducts for reuse in industrial processes - Purifying specialty alcohols for chemical synthesis and laboratory applications
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Praj Industries Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Construction
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Alcohol Distillation Systems Energy Efficient High Purity
Ecofine Distillation Industrial Alcohol Systems deliver energy-efficient high-purity alcohol production for industrial and beverage applications with reliable performance and quality engineering.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Praj Industries Ltd Maharashtra, India
Maharashtra, India
Construction