undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial Copper Fin S.S Tube Heat Exchangers represent advanced thermal management solutions engineered for demanding industrial environments requiring reliable heat transfer per...
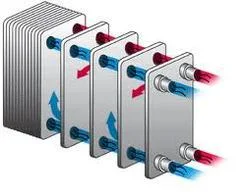
Industrial Copper Fin S.S Tube Heat Exchangers represent advanced thermal management solutions engineered for demanding industrial environments requiring reliable heat transfer performance. These units combine high-conductivity copper fins with corrosion-resistant stainless steel tubes to create an optimal balance of thermal efficiency and durability. Specifically designed for challenging applications involving low-density fluids, they maintain superior heat transfer rates while withstanding demanding operational conditions. The robust construction ensures long-term reliability and consistent performance, making them an ideal choice for operations prioritizing equipment longevity and minimal maintenance requirements. The optimized design maximizes heat transfer surface area while maintaining structural integrity under varying pressure and temperature conditions. These heat exchangers serve essential functions across multiple industrial sectors including chemical processing, pharmaceutical manufacturing, food production, commercial HVAC systems, and power generation facilities. In chemical plants, they facilitate efficient heat recovery processes while handling corrosive media and maintaining safety standards. Pharmaceutical manufacturers depend on them for precise temperature control in sensitive applications requiring sterile conditions and consistent thermal performance. The food industry benefits from their sanitary design and reliable thermal characteristics for pasteurization and processing operations. HVAC systems utilize their efficiency for commercial climate control in large-scale facilities, while power generation plants rely on their dependable performance for critical cooling operations in turbines and generators. The operational value of these heat exchangers extends beyond immediate thermal management requirements to deliver significant long-term benefits. The durable construction reduces replacement frequency and minimizes operational disruptions, while the energy-efficient design substantially lowers operational costs. Consistent thermal performance ensures reliable process outcomes and maintains product quality standards across various applications. Corrosion-resistant materials withstand aggressive industrial environments, extending service life and reducing maintenance interventions. This combination of features provides excellent return on investment through reduced maintenance expenses, lower energy consumption, extended equipment lifespan, and ensured process reliability for continuous industrial operations. Key Features: - Copper fins providing enhanced thermal conductivity for efficient heat transfer - Stainless steel tubes offering superior corrosion resistance and structural durability - Optimized design specifically engineered for low-density fluid applications - Robust construction suitable for demanding industrial operating conditions - Consistent thermal performance across diverse temperature ranges and pressures Benefits: - Improved heat transfer efficiency reducing overall energy consumption - Corrosion-resistant materials extending equipment service life significantly - Dependable performance in challenging industrial environments - Reduced maintenance requirements and operational downtime - Stable thermal management ensuring consistent process outcomes
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These industrial heat exchangers provide reliable thermal management solutions for sectors requiring precise temperature control and energy efficiency. The copper fin and stainless steel tube construction ensures consistent performance in challenging operational environments while maintaining optimal heat transfer capabilities across various industrial processes and applications. Manufacturing facilities utilize these units for critical heating, cooling, and heat recovery operations where temperature stability is essential. The robust design handles demanding conditions while delivering consistent thermal performance, making them suitable for industries where process reliability and equipment durability are paramount requirements for continuous operations. - Chemical processing plants for efficient heat recovery and temperature control systems - Pharmaceutical manufacturing for precise thermal management in production processes - HVAC systems in commercial and industrial facilities for climate control - Food processing lines for sanitary thermal treatment applications - Power generation plants for reliable cooling operations in critical systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Heat Chem Enginnering Company, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Copper Fin S.S Tube Heat Exchangers For Thermal Transfer
Industrial Copper Fin S.S Tube Heat Exchangers deliver superior thermal transfer efficiency with copper fins for maximum conductivity and stainless steel tubes for corrosion resistance in demanding industrial fluid applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Heat Chem Enginnering Company Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer