undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial air cooled heat exchangers provide superior thermal management by efficiently transferring heat from process fluids to ambient air through advanced engineering. These ro...
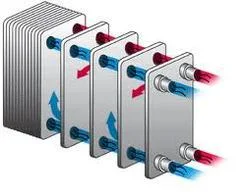
Industrial air cooled heat exchangers provide superior thermal management by efficiently transferring heat from process fluids to ambient air through advanced engineering. These robust units feature optimized finned tube designs where hot fluids circulate internally while high-performance fans drive air across external surfaces, enabling effective heat rejection without water consumption. This innovative approach ensures reliable operation across various temperature ranges while addressing environmental concerns and significantly reducing operational costs associated with water usage, treatment, and disposal infrastructure. These heat exchangers serve critical cooling functions across essential industries including oil and gas refineries, power generation facilities, chemical processing plants, and heavy manufacturing operations. In the oil and gas sector, they cool process fluids and condense hydrocarbons during refining. Power generation facilities utilize them for steam condensation and turbine cooling systems. Chemical processors rely on them for reactor temperature control and product condensation, while manufacturing plants employ them for hydraulic system cooling and compressed air temperature management in production environments. The operational value of these air cooled heat exchangers lies in their exceptional reliability, minimal maintenance requirements, and long-term cost efficiency. They eliminate water treatment expenses and associated infrastructure costs, providing substantial operational savings throughout their service life. Their durable construction ensures continuous performance in challenging industrial environments, reducing downtime and maintenance expenditures. The engineering precision allows for seamless integration into existing systems, ensuring optimal thermal performance and maximum return on investment for operations requiring dependable cooling solutions. Key Features: - High-efficiency finned tube design for optimal heat transfer performance - Corrosion-resistant construction using industrial-grade materials - Precision-engineered components for reliable operation - Heavy-duty fan systems providing maximum airflow capacity - Robust structural framework ensuring industrial durability Benefits: - Significant reduction in operational water consumption and costs - Enhanced reliability for continuous industrial operations - Lower maintenance requirements compared to water-cooled systems - Adaptable performance across varying environmental conditions - Long service life with consistent thermal efficiency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Air cooled heat exchangers deliver efficient heat rejection without water consumption, making them ideal for water-scarce regions and environmentally sensitive operations. These units transfer heat from process fluids directly to ambient air through advanced finned tube technology, ensuring reliable performance across diverse industrial applications where consistent cooling is critical for operational safety and efficiency. These cooling systems serve essential functions across multiple heavy industries including oil refineries, power generation facilities, and chemical processing plants. Their robust design withstands harsh operating conditions while maintaining optimal thermal performance, making them suitable for continuous operation in demanding environments where equipment reliability directly impacts production output and operational safety. - Cooling process fluids in oil and gas refineries - Condensing steam in power generation turbines - Temperature control in chemical processing reactors - Cooling hydraulic systems in manufacturing equipment - Managing compressed air temperatures in industrial plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Heat Chem Enginnering Company, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Air Cooled Heat Exchangers For Oil Gas Power Plants
Industrial air cooled heat exchangers provide reliable thermal management for oil and gas operations, power generation, and chemical processing with high efficiency and durable construction for demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Heat Chem Enginnering Company Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer