undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our industrial heat transfer equipment represents advanced thermal management technology designed for businesses requiring reliable heating and cooling solutions. These systems del...
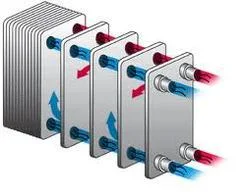
Our industrial heat transfer equipment represents advanced thermal management technology designed for businesses requiring reliable heating and cooling solutions. These systems deliver precise temperature control for critical industrial processes, ensuring optimal operational efficiency across various manufacturing environments. Engineered with premium components and sophisticated technology, our equipment provides consistent performance while maintaining energy efficiency and operational reliability. The robust construction and intelligent design meet the demanding requirements of modern industrial applications, offering dependable thermal management for continuous production cycles and sensitive manufacturing processes. These thermal management systems serve vital functions across multiple industries including chemical processing, pharmaceutical manufacturing, food production, plastic manufacturing, and industrial HVAC applications. Chemical plants utilize them for precise temperature regulation during reaction processes and material handling. Pharmaceutical facilities depend on these systems for maintaining strict temperature controls during drug formulation and production. Food processing operations employ our equipment for pasteurization, cooking, and cooling applications to ensure product safety and quality compliance. The versatility and reliability of these systems make them essential across various industrial sectors requiring consistent thermal management. The business value of our heat transfer equipment lies in its exceptional reliability, reduced operational costs, and enhanced process efficiency. Each unit undergoes comprehensive quality testing supervised by experienced engineers, ensuring compliance with international standards and long-term durability. Our equipment delivers significant operational advantages through improved productivity, reduced energy consumption, and minimal maintenance requirements throughout its service life. This investment provides substantial returns through optimized operations, reduced downtime, and consistent performance that supports business growth and manufacturing excellence in competitive industrial markets. Key Features: - Precision temperature control systems for accurate thermal management - Heavy-duty construction using corrosion-resistant materials - Energy-efficient operation with optimized heat transfer - Advanced control systems for automated temperature regulation - Compact design for space-efficient industrial installation Benefits: - Reduced energy consumption lowers operational costs significantly - Enhanced process efficiency improves overall productivity - Minimal maintenance requirements reduce downtime and service costs - Long service life ensures reliable performance for years - Consistent temperature control maintains product quality standards
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial heat transfer equipment provides precise thermal management for critical manufacturing processes requiring accurate temperature regulation. These robust systems efficiently handle heating, cooling, and thermal control in demanding industrial environments while maintaining consistent performance for continuous operations across multiple sectors. The equipment serves essential functions in chemical processing facilities, pharmaceutical manufacturing plants, food processing operations, and plastic production industries. These units also support large-scale HVAC systems in commercial and industrial buildings, delivering reliable thermal management solutions for diverse operational needs and challenging conditions. Real-world applications: - Chemical processing plants for reaction temperature control - Pharmaceutical manufacturing for precise thermal regulation - Food processing facilities for pasteurization systems - Plastic manufacturing for injection molding temperature control - Industrial HVAC systems for building climate management
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Heat Chem Enginnering Company, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Heat Transfer Equipment For Precise Temperature Control
Industrial heat transfer equipment delivers precise temperature control for heating and cooling applications. Trusted for superior performance, energy efficiency, and durable construction across chemical, pharmaceutical, and food processing industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Heat Chem Enginnering Company Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer