undefined

Similar Products






Description
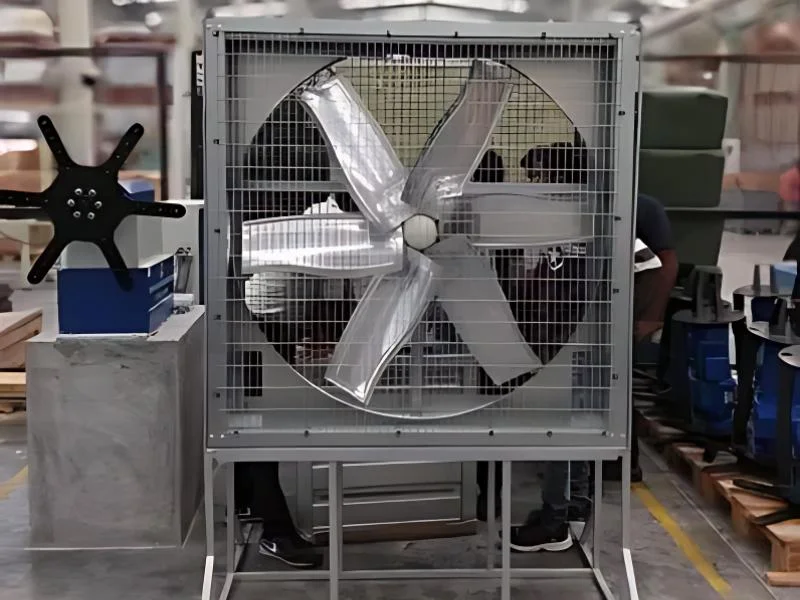
Our industrial axial flow fans are engineered for exceptional performance and reliability in demanding industrial applications. Designed by industry experts, these fans deliver eff...
Our industrial axial flow fans are engineered for exceptional performance and reliability in demanding industrial applications. Designed by industry experts, these fans deliver efficient airflow for optimal heat and mass transfer, ensuring superior operational conditions across diverse environments. Each unit is manufactured to meet rigorous quality standards, offering durability and functionality that meets the expectations of serious buyers, importers, and distributors worldwide. The fans undergo thorough testing under industry parameters to guarantee consistent performance and long-term reliability in challenging industrial settings. These axial flow fans serve critical functions across multiple industries including manufacturing plants, processing facilities, HVAC systems, warehouses, and electronic equipment cooling applications. They are essential for maintaining proper ventilation, temperature control, and air quality in environments where thermal management is crucial. From automotive manufacturing to food processing and pharmaceutical production, these fans provide reliable airflow solutions that support operational efficiency, worker safety, and equipment protection. Their versatile design makes them suitable for various industrial configurations and requirements. The business value of our axial flow fans lies in their proven reliability, energy efficiency, and long-term cost effectiveness. They are trusted by global distributors and wholesalers for their safe operation, easy integration, and minimal maintenance requirements. These fans represent a smart investment for businesses seeking to enhance their operational efficiency while reducing energy costs and downtime. With competitive pricing and legitimate quality certifications, they offer exceptional value for importers and buyers looking for reliable industrial ventilation solutions that deliver consistent performance year after year. Key Features: - High-quality materials ensuring exceptional durability and longevity - Efficient airflow technology for optimal heat and mass transfer - Rigorous quality testing procedures meeting industry standards - Robust construction for reliable performance in challenging conditions - Competitive pricing with legitimate certification compliance Benefits: - Enhanced operational efficiency through reliable ventilation performance - Reduced energy costs with optimized airflow technology - Minimal maintenance requirements for long-term cost savings - Improved worker safety through effective fume and heat management - Extended equipment lifespan through proper thermal management
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial axial flow fans provide essential ventilation and cooling solutions for demanding environments. They deliver consistent airflow to maintain optimal temperatures and manage air quality in both confined spaces and large facilities. Their robust construction ensures reliable performance across various industrial sectors with minimal maintenance requirements. These fans are widely utilized in manufacturing plants, warehouses, HVAC systems, and processing units where efficient air movement and thermal management are critical. They support temperature control, remove fumes and contaminants, and prevent equipment overheating while ensuring energy-efficient operation in challenging industrial conditions. - Industrial ventilation and exhaust systems in manufacturing facilities - HVAC and air conditioning units for commercial and industrial buildings - Warehouse and factory cooling to maintain optimal operating temperatures - Electronics and machinery thermal management to prevent overheating - Fume and smoke extraction systems in processing and chemical plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Heat Chem Enginnering Company, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Axial Flow Fans For High Performance Ventilation And Cooling
Industrial axial flow fans deliver high-performance ventilation and cooling with reliable airflow. Trusted for durability and efficient heat transfer across manufacturing, HVAC, and processing applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Heat Chem Enginnering Company Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer
