undefined
Apparel & Fashion
Loading subcategories...
View More

Description
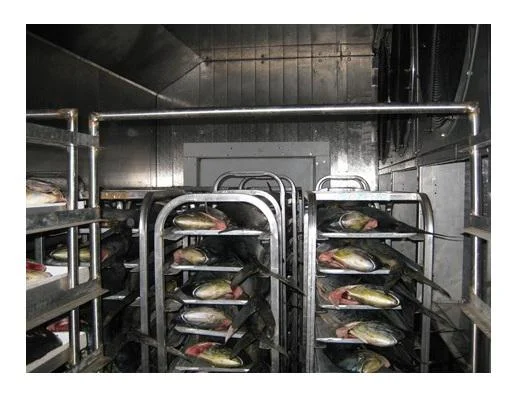
Our heavy storage clean rooms represent industrial-grade solutions specifically designed for the rigorous demands of food and agriculture sectors. Engineered with strong, sturdy co...
Our heavy storage clean rooms represent industrial-grade solutions specifically designed for the rigorous demands of food and agriculture sectors. Engineered with strong, sturdy construction, these units provide reliable contamination-controlled environments capable of supporting substantial bulk storage requirements. The focus on durability ensures extended service life, making them a dependable choice for businesses that need long-term storage solutions without compromising on hygiene standards. These clean rooms maintain precise environmental control even under heavy storage loads, delivering consistent performance that protects product integrity throughout extended storage periods. The robust design withstands the challenges of industrial environments while ensuring contamination-free conditions essential for sensitive food and agricultural products. These specialized clean rooms serve critical functions across multiple industry segments, including grain storage facilities, seed processing plants, processed food storage operations, and agricultural warehouses. They are particularly valuable for operations requiring strict adherence to hygiene protocols while managing large-volume storage needs. The contamination-controlled environment prevents spoilage and maintains product quality, making them ideal for storing sensitive materials like grains, seeds, processed foods, and agricultural products that demand protection from environmental pollutants. Various facilities benefit from these solutions, including large-scale processing plants, distribution centers, and storage operations where product safety and regulatory compliance are non-negotiable throughout the storage lifecycle. The reliability built into these clean rooms translates to long-term value through minimal maintenance requirements and consistent performance. Constructed to meet rigorous industry standards, these units offer dependable operation in demanding environments, representing a sound investment for businesses prioritizing product safety and storage efficiency. The combination of strong construction and advanced contamination control systems works synergistically to protect stored materials while accommodating heavy storage applications. This reliability ensures businesses can trust these clean rooms for extended service life, reducing long-term operational costs while guaranteeing product quality preservation. The sturdy design and contamination control mechanisms provide peace of mind for serious buyers seeking durable, high-performance storage solutions. Key Features: - Strong and sturdy construction designed for heavy storage applications - Extended service life through durable material selection and robust engineering - Heavy storage capacity optimization for industrial-scale requirements - Advanced contamination control systems maintaining sterile environments - Robust structural design supporting substantial weight loads and industrial use Benefits: - Enhanced product safety through reliable contamination-free storage environments - Reduced long-term maintenance costs with extended service life and durable construction - Improved storage efficiency with optimized heavy load capacity and space utilization - Consistent quality preservation through precise environmental control parameters - Long-term reliability and dependable performance in demanding industrial storage applications
Specifications
| Attribute | Value |
|---|---|
| Service Life | Longer |
| Design | Strong And Sturdy |
| Applied For | Heavy Storage Purpose |
| Type | Clean Rooms |
| Price | Negotiable |
| Feature | Strong and sturdy design |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These heavy-duty clean rooms are engineered specifically for bulk storage operations where contamination control is critical. Their robust construction and strong design withstand substantial weight loads while maintaining sterile environments, making them essential for preserving product integrity during extended storage periods in demanding industrial settings. The contamination-controlled environment ensures compliance with strict hygiene standards, protecting sensitive materials from external pollutants while supporting heavy storage requirements typical in large-scale food and agricultural operations. Versatile in application, these clean rooms serve facilities that require reliable, long-term storage solutions for bulk materials. The design prioritizes durability and consistent performance, adapting to various operational layouts while maintaining precise environmental parameters. This makes them suitable for industries where product safety, quality preservation, and regulatory compliance are paramount throughout the storage lifecycle, from raw material handling to finished product distribution. - Bulk grain and seed storage facilities requiring sterile, contamination-free environments - Processed food storage operations maintaining strict hygiene and quality standards - Agricultural product warehouses for extended preservation of sensitive materials - Food processing plants needing heavy-duty storage for bulk ingredients - Storage areas for agricultural inputs requiring controlled environmental conditions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Global Cool Solution, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Heavy Storage Clean Rooms For Food And Agriculture Industries
Heavy storage clean rooms for food and agriculture provide strong, sturdy contamination-controlled environments for bulk storage applications, ensuring longer service life and reliable product preservation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Global Cool Solution Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryDistributor / Wholesaler