undefined
Apparel & Fashion
Loading subcategories...
View More

Description
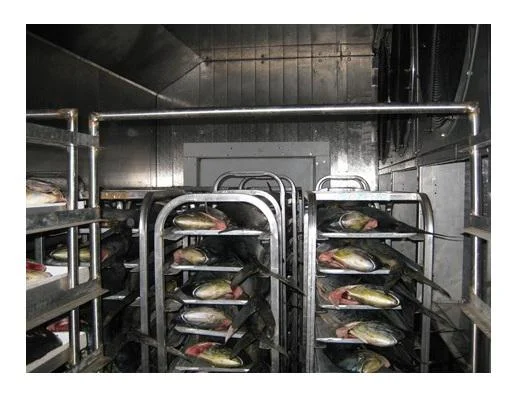
Our industrial ripening chamber provides precise environmental control for commercial-scale fruit maturation operations, ensuring consistent and uniform ripening results. The unit ...
Our industrial ripening chamber provides precise environmental control for commercial-scale fruit maturation operations, ensuring consistent and uniform ripening results. The unit maintains constant temperatures between 14-23°C and humidity levels consistently above 90% RH, creating optimal conditions for various produce types. With substantial dimensions of 6.5m height, 7m width, and 13.5m length, it offers significant capacity for large-volume operations while supporting efficient workflow and loading processes. The chamber incorporates advanced refrigeration technology specifically designed for reliability and consistent performance in demanding commercial environments, featuring maximum refrigeration capacity of 36 kW and central refrigeration unit capacity of 86 kW. The chamber serves multiple sectors within the food industry including commercial food processing facilities, agricultural export operations, and wholesale distribution networks. Food processors utilize this technology to ensure year-round supply of consistently ripe fruits to retail markets and supermarket chains. Agricultural exporters depend on the precise temperature and humidity control to maintain strict quality standards during transportation and extended storage periods. Wholesale distributors benefit from extended shelf life and significantly reduced product waste, while large retail chains achieve reliable ripening cycles for customer-ready produce. The system effectively supports various climacteric fruits including bananas, mangoes, avocados, tomatoes, and numerous tropical fruits requiring controlled maturation. Engineered with durability and business continuity as primary considerations, our ripening chambers are built for continuous commercial operation with minimal maintenance requirements. The robust construction incorporates spacious interior layout for efficient loading and unloading operations, while the connected power requirement of maximum 74kW ensures energy-efficient performance. The system achieves rapid pull-down times of 16-20 hours to reach optimal ripening temperatures, maintaining precise holding periods of 16-12 hours at consistent 18-19°C with high humidity levels exceeding 90% RH. This ensures predictable ripening cycles for accurate production planning and inventory management, ultimately reducing operational costs and maximizing return on investment for businesses. Key Features: - Maximum dimensions: 6.5m height, 7m width, 13.5m length - Refrigeration capacity: Maximum 36 kW - Central refrigeration unit: Maximum 86 kW - Connected power requirement: Maximum 74 kW - Constant temperature range: 18-19°C with >90% RH Benefits: - Ensures uniform fruit ripening across all produce batches - Extends shelf life and reduces product waste significantly - Supports large-volume operations with efficient workflow - Provides reliable performance for continuous commercial use - Enables predictable ripening cycles for accurate planning
Specifications
| Attribute | Value |
|---|---|
| Height | 6.5 m |
| Type | Ripening Chamber |
| Price | Negotiable |
| Width | Maximum 7 m |
| Length | 13.5 m |
| Advantage | Wide Storage Space |
| Refrigeration Capacity | Maximum 36 kw |
| Central Refrigeration Unit Capacity | Maximum 86 kw |
| Connected Power | Maximum 74 kw |
| Delivery | On Time Delivery |
| Holding Period | 16-12 hrs (Temperature Held at 18 or 19 Deg.C and >90% RH) |
| Constant Room Temperature | 18 or 19 Deg.C and >90% RH |
| Features | Spacious,Robust Construction & Multifaceted |
| Operation | 14 to 23 Deg C and >90%RH . Pull down time (16 – 20 hrs) to 16-18 Deg.C |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial ripening chamber delivers precise environmental control for commercial-scale fruit maturation operations. It maintains optimal temperature ranges from 14-23°C and humidity levels above 90% RH to ensure uniform ripening across all produce types while extending shelf life for distribution networks. The system handles large volumes efficiently with reliable performance for continuous commercial operations. Food processors and agricultural businesses depend on these chambers to meet consistent market demands throughout the year. The technology replicates natural ripening processes while enabling scheduled production cycles for maximum operational efficiency and reduced product waste. This ensures predictable results for bananas, mangoes, avocados, and various other climacteric fruits requiring controlled ripening environments. - Banana ripening for retail and wholesale distribution networks - Mango processing for both export and domestic market requirements - Avocado maturation control for food service and restaurant supply chains - Tomato ripening management for food processing plants and manufacturers - Papaya and tropical fruit treatment for supermarket chains and distributors
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Global Cool Solution, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Ripening Chamber 13.5m Length 6.5m Height Precise Temperature Control
Industrial ripening chamber with precise temperature control for consistent fruit ripening. Features 13.5m length, 6.5m height, robust construction for commercial food processing and agriculture businesses. Ensures uniform ripening with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Global Cool Solution Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryDistributor / Wholesaler