undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our Industrial IQF Freezer represents advanced freezing technology engineered for demanding food processing operations that require reliability, efficiency, and superior preservati...
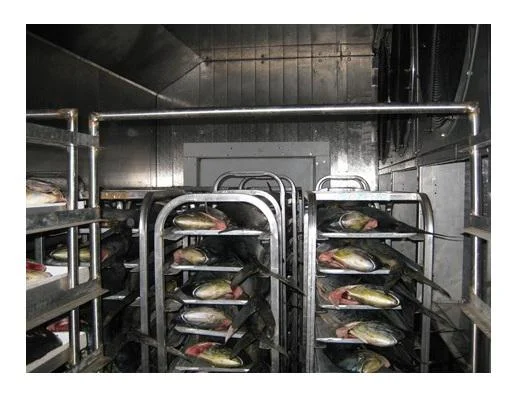
Our Industrial IQF Freezer represents advanced freezing technology engineered for demanding food processing operations that require reliability, efficiency, and superior preservation capabilities. Constructed with high-grade stainless steel and featuring 150mm thick PUF insulation, this freezer ensures optimal thermal efficiency and long-term durability in industrial environments. The system incorporates a high-tech solid state digital indicator cum controller for precise temperature management, maintaining consistent freezing performance across all production batches. Available in multiple model configurations with capacities ranging from 500 to 3000 kg per hour, each unit is designed for continuous operation with minimal maintenance requirements, making it an essential investment for processors seeking to scale their operations with confidence and reliability. This freezing technology serves multiple food processing sectors with equal effectiveness, particularly benefiting seafood processors who require rapid freezing to preserve texture and quality in delicate products like shrimp and fish fillets. Fruit and vegetable packers utilize the system to maintain nutritional value and appearance in berries, tropical fruits, peas, and corn throughout the freezing process. Prepared food manufacturers rely on the consistent performance for products like french fries and appetizers, while meat and poultry processors benefit from the individual quick freezing capability for portion control and quality preservation. The technology meets strict industry standards while accommodating the specific requirements of each food category with precision and reliability. The business value of this IQF freezer extends beyond initial investment through reduced operational costs, increased production throughput, and superior product quality that commands better market positioning. The reliable performance translates to consistent output quality that builds customer trust and satisfaction, while the energy-efficient design minimizes operating expenses. The durable construction and quality-approved materials ensure long service life with minimal downtime, providing excellent return on investment. This operational excellence supports business growth through enhanced production capabilities and market competitiveness in the frozen food industry, making it a strategic asset for processors focused on quality and efficiency. Key Features: - Stainless steel construction ensuring hygiene and long-term durability - 150mm thick PUF insulated sandwich panels for maximum thermal efficiency - Rapid freezing capability from 10°C to -18°C with precise temperature control - Multiple capacity options from 500 to 3000 kg per hour to match production needs - High-tech solid state digital indicator cum controller for accurate monitoring Benefits: - Preserves food quality, texture, and nutritional value through rapid individual freezing - Extends product shelf life while maintaining natural characteristics and appearance - Supports continuous operation with reliable performance and minimal maintenance - Accommodates various food types with consistent freezing results - Enhances production efficiency with energy-efficient operation and precise control
Specifications
| Attribute | Value |
|---|---|
| Material | Stainless Steel |
| Insulation | 150 mm RPUF |
| Type | Frozen Freezer |
| Thickness of Sandwich Panels | 150 mm |
| Quality Approved Materials | Yes |
| Price | Negotiable |
| Insulation | PUF |
| Product in C | 10 C |
| Product Out C | -18 C |
| Capacity | 500, 1000, 2500 & 3000 kg/hr |
| Model Number | IOFN3905, IOFN3910, IOFN3925, IOFN3930 |
| Digital Indicator | High-Tech Solid State Digital Indicator Cum Controller |
| Inner Chamber Material | Stainless Steel |
| Ref. Load TR | 28(500kg/hr), 60(1000kg/hr), 75(2000kg/hr), 95(2500kg/hr) , 115(3000kg/hr) |
| Approximate Size | 4x3x4.5 (500kg/hr), 6x6x4.5(1000kg/hr), 7x6x4.5(2000kg/hr), 8x6x4.5(2500kg/hr) , 9x6x4.5(3000kg/hr) |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial IQF freezer delivers rapid individual quick freezing technology essential for preserving food quality, texture, and nutritional value in high-volume processing operations. The system maintains precise temperature control from 10°C to -18°C, ensuring each product freezes individually without clumping or damage. This preservation method extends shelf life while maintaining the natural characteristics of various food products across continuous production cycles, making it ideal for facilities requiring consistent freezing performance. The unit's robust stainless steel construction and advanced PUF insulation make it suitable for demanding industrial environments requiring reliable freezing performance. With capacities ranging from 500 to 3000 kg per hour, it accommodates diverse production scales while ensuring operational efficiency and durability. The versatile design handles multiple food types with equal effectiveness, making it an ideal solution for facilities processing various frozen products throughout extended operational hours with minimal maintenance requirements. - Processing seafood including shrimp, fish fillets, and scallops for export markets - Freezing fruits such as berries, mango chunks, and tropical fruits for year-round availability - Preserving vegetables including peas, corn, carrots, and green beans with minimal quality loss - Handling prepared foods like french fries, potato products, and ready-to-cook appetizers - Processing poultry and meat products for portion control and distribution efficiency
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Global Cool Solution, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial IQF Freezer Stainless Steel PUF Insulation 500 3000 kg/hr
Industrial IQF Freezer with stainless steel construction and 150mm PUF insulation rapidly freezes products from 10°C to -18°C. Available in 500-3000 kg/hr capacities for seafood, fruits, vegetables, and prepared foods processing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Global Cool Solution Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryDistributor / Wholesaler