undefined
Description
Our industrial blast freezer represents advanced freezing technology engineered specifically for demanding commercial food operations. Constructed with robust metal materials, this...
Our industrial blast freezer represents advanced freezing technology engineered specifically for demanding commercial food operations. Constructed with robust metal materials, this unit delivers exceptional durability and consistent performance even under continuous heavy-use conditions. The high-performance rapid freezing system quickly reduces product temperatures, effectively preserving quality, texture, and nutritional value while extending shelf life significantly. Designed for reliability with minimal maintenance requirements, this blast freezer offers a smart long-term investment for food businesses prioritizing operational consistency and product quality preservation. This blast freezer serves diverse food industry sectors including processing plants, commercial kitchens, food storage facilities, and agricultural operations. It proves particularly valuable for businesses handling substantial volumes of perishable goods requiring immediate freezing to maintain quality from production through distribution channels. The unit meets stringent food safety regulations and compliance standards, making it suitable for both domestic markets and export-oriented food businesses. Its versatile application spans various food categories from raw agricultural products to fully prepared meals and ingredients. The business value extends well beyond basic preservation capabilities, delivering significant operational cost reductions through energy-efficient performance and low maintenance requirements. This minimizes operational downtime while maximizing productivity and output consistency. The unit's reliable performance ensures consistent product quality, protecting brand reputation and customer trust through dependable delivery of preserved goods. The robust construction and advanced freezing technology provide tangible returns through reduced food waste, improved supply chain efficiency, and enhanced quality control measures that support business growth and market competitiveness. Key Features: - Durable metal construction ensuring long-lasting performance - High-speed rapid freezing technology for optimal preservation - Low maintenance design reducing operational interruptions - Consistent performance under heavy usage conditions - Compliance with food safety standards and regulations Benefits: - Extended product shelf life reducing food waste - Reduced operational costs through energy efficiency - Minimal maintenance requirements lowering downtime - Consistent quality preservation protecting brand value - Regulatory compliance ensuring market accessibility
Specifications
| Attribute | Value |
|---|---|
| Type | Blast Freezer |
| Material | Metal |
| Maintenance Cost | Low |
| Advantage | High performance |
| Price | Negotiable |
| Delivery | On Time Delivery |
| Features | Durable & Consistency |
| Application | Food Industry,Preserve Perishable Goods, Etc |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
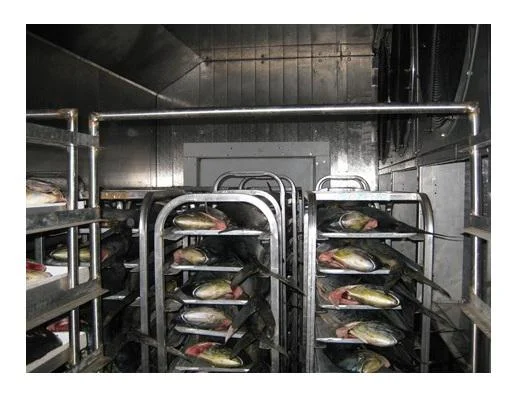
Industrial blast freezers provide critical rapid freezing capabilities for commercial food operations, preserving freshness and nutritional quality while ensuring regulatory compliance. These units maintain precise temperature control throughout the supply chain, from processing facilities to distribution centers, supporting large-volume operations with consistent performance and food safety standards. These freezers serve essential roles across food manufacturing sectors where temperature-sensitive goods require immediate preservation. The technology prevents ice crystal formation that damages product quality, making it indispensable for businesses handling perishable ingredients and prepared foods that demand extended shelf life and quality maintenance. - Rapid freezing of cooked meals and prepared food products - Preserving seafood, meat, and poultry at peak freshness - Freezing fruits and vegetables immediately post-harvest - Chilling baked goods, dairy products, and confectionery items - Cooling sauces, soups, and liquid products for extended storage
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Global Cool Solution, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Distributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Blast Freezer Metal High Performance Durable Food Preservation
Industrial blast freezer metal construction delivers high-performance rapid freezing for food preservation, extending shelf life while reducing operational costs with durable reliability for commercial food businesses.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Global Cool Solution Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryDistributor / Wholesaler